![[FREE EBOOK] Strategic Vietnam IT Outsourcing: Optimizing Cost and Workforce Efficiency](https://vti.com.vn/wp-content/uploads/2023/08/cover-mockup_ebook-it-outsourcing-20230331111004-ynxdn-1.png)



For plant managers and factory directors across APAC—particularly in FDI environments where parent companies require structured, auditable performance reporting—the gap between what ERP says should happen and what actually happens on the shop floor is not just an operational inconvenience. In fact, it is a measurable cost in rework, missed schedules, and management time spent chasing data that should be available automatically. Specifically, an MES system exists to close that gap. This guide covers the leading platforms available today, how they differ in practice, and what to evaluate before committing to one.
What Is an MES System in Manufacturing?
A Manufacturing Execution System (MES) is a software platform that manages, monitors, and controls production operations on the shop floor in real time. It sits between business planning systems and physical production equipment, translating production orders into controlled, documented execution and returning structured performance data back to the planning layer.
The clearest way to position MES is through ISA-95, the international standard that defines the functional hierarchy of manufacturing systems. In this framework, MES operates at Level 3—the manufacturing operations manage ment layer—sitting above Level 2 (process control: SCADA, PLCs) and below Level 4 (business planning: ERP, supply chain management).
This positioning is not just organizational, it defines what MES is responsible for and what it is not:
| System | ISA-95 Level | Role | Focus Area |
| ERP | Level 4 | Business planning | Orders, finance, inventory, scheduling |
| MES System | Level 3 | Execution & operations control | Production operations, quality, traceability |
| SCADA / PLC | Level 2 / Level 1 | Process & machine control | Equipment operation, sensor data |
Key Business Benefits of MES Systems
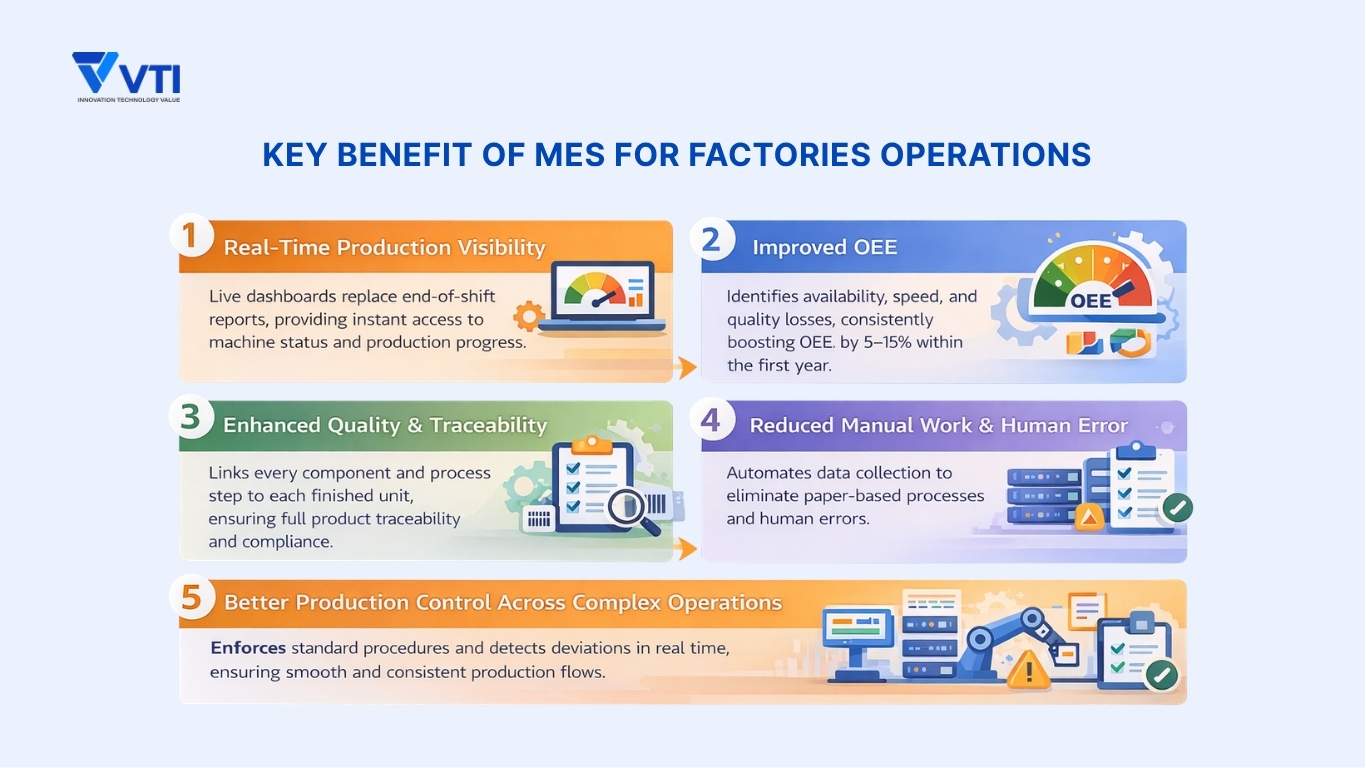
The business case for MES is often framed around visibility—and visibility is genuinely valuable. But the more significant benefits are downstream of visibility: what changes in production performance, quality outcomes, and organizational efficiency when the right information is available at the right time.
- First, real-time visibility enabling faster decisions: The value of knowing what is happening on the shop floor is only realized when that knowledge triggers timely action. MES compresses the lag between event and response—turning what were previously shift-level decisions into real-time interventions.
- Second, OEE improvement through granular loss accounting: MES software captures downtime events with reason codes, records speed losses against standard cycle times, and tracks quality losses at the process step where they originate. This granularity is what makes OEE improvement programs operational rather than aspirational. As a result, facilities with properly implemented MES solutions report OEE gains in the range of 5–15 percentage points over the first year.
- Third, quality and traceability supporting compliance: Full product genealogy—every component, every process step, every operator action linked to every finished unit—is increasingly a requirement rather than a differentiator. For automotive manufacturing, electronics supply chains, and medical device production, the ability to trace a quality event back to its root cause within hours, not days, directly affects customer relationships and regulatory standing.
- Fourth, labor efficiency through elimination of manual recording: The time operators, supervisors, and production planners spend on manual data entry, report compilation, and cross-system reconciliation is a real cost. MES automates these workflows, thereby redirecting that capacity toward value-added activities.
- Finally, operational standardization across plants: For multi-site manufacturing organizations, MES enables consistency in how production processes are executed, documented, and measured across facilities. This is not just an efficiency argument—it is a governance argument.
When Do You Actually Need an MES System?
Not every factory needs an MES system immediately, and implementing one before the organization is ready tends to underdeliver. That said, the question worth asking is not “should we have MES eventually?” but “do we need it now, and for what?”
Signs that MES is likely warranted:
- Production tracking still relies on Excel, paper travelers, or manual shift logs
- ERP production data and actual shop floor output regularly diverge—requiring manual reconciliation
- Quality issues are being discovered at final inspection or, worse, by customers—rather than at the process step where they originate
- OEE measurement exists but improvement initiatives stall because downtime root causes cannot be reliably identified
- Customer or parent company audits require production records that take days to compile manually
- Operators and supervisors spend significant time recording data rather than managing production
On the other hand, situations where MES implementation may be premature:
- Production volumes are low and processes are simple enough that manual tracking remains accurate and timely
- ERP integration has not been defined and key master data (routings, BOMs, work centers) is not clean—MES will inherit these problems and amplify them
- The organization lacks internal capacity to manage a significant system implementation alongside normal production demands
- Process standardization is still in progress—deploying MES on top of inconsistent processes produces inconsistent digital records, not operational clarity
In summary, MES is most valuable in environments where production complexity has outgrown the visibility tools currently in place. The transition point is usually when the cost of not knowing what is happening on the shop floor—in delayed decisions, quality escapes, and audit preparation burden—clearly exceeds the cost of implementing a system that makes it visible.
Top MES Systems for Manufacturing: An APAC-Oriented Shortlist
There is no universal best MES system. Instead, platform selection depends on the production environment, system landscape, operational complexity, and organizational maturity. The shortlist below reflects real-world adoption patterns in APAC manufacturing, with particular relevance for FDI-driven environments.
Each platform is evaluated across five dimensions: positioning, industry fit, integration capability, deployment model, and complexity. Read this section as a first filter—a way to identify which platforms merit deeper evaluation for your specific context, and which are likely a poor fit before the first vendor conversation.
1. Siemens Opcenter Execution

Positioning: Enterprise MES system for complex, multi-site manufacturing with deep engineering integration
Opcenter Execution is a comprehensive platform designed for discrete and hybrid manufacturing environments where production orchestration, traceability, and closed-loop quality control are core requirements. Its native position within the Siemens digital manufacturing ecosystem enables a continuous digital thread from engineering design through production execution—a meaningful advantage in environments where engineering change management and shop floor execution are tightly coupled.
Opcenter’s alignment with ISA-95 architecture makes it well-suited for global manufacturers standardizing execution processes across multiple facilities. Where regional plants operate with different ERP instances or automation vendors, Opcenter provides a governance layer at the execution level that corporate operations teams can manage centrally.
- Industry Fit: Automotive Tier 1/Tier 2, industrial machinery, aerospace, complex discrete manufacturing
- Integration: Native integration with Teamcenter PLM and Siemens automation stack; strong OPC-UA connectivity; non-Siemens automation environments require additional integration effort
- Deployment: Enterprise-scale, on-premise or hybrid with centralized governance
- Complexity: Very High — requires experienced SI partners with deep Siemens domain expertise
- Best For: Multi-plant manufacturers requiring standardized execution and deep integration between engineering, planning, and shop floor operations
2. Mitsubishi Electric e-F@ctory
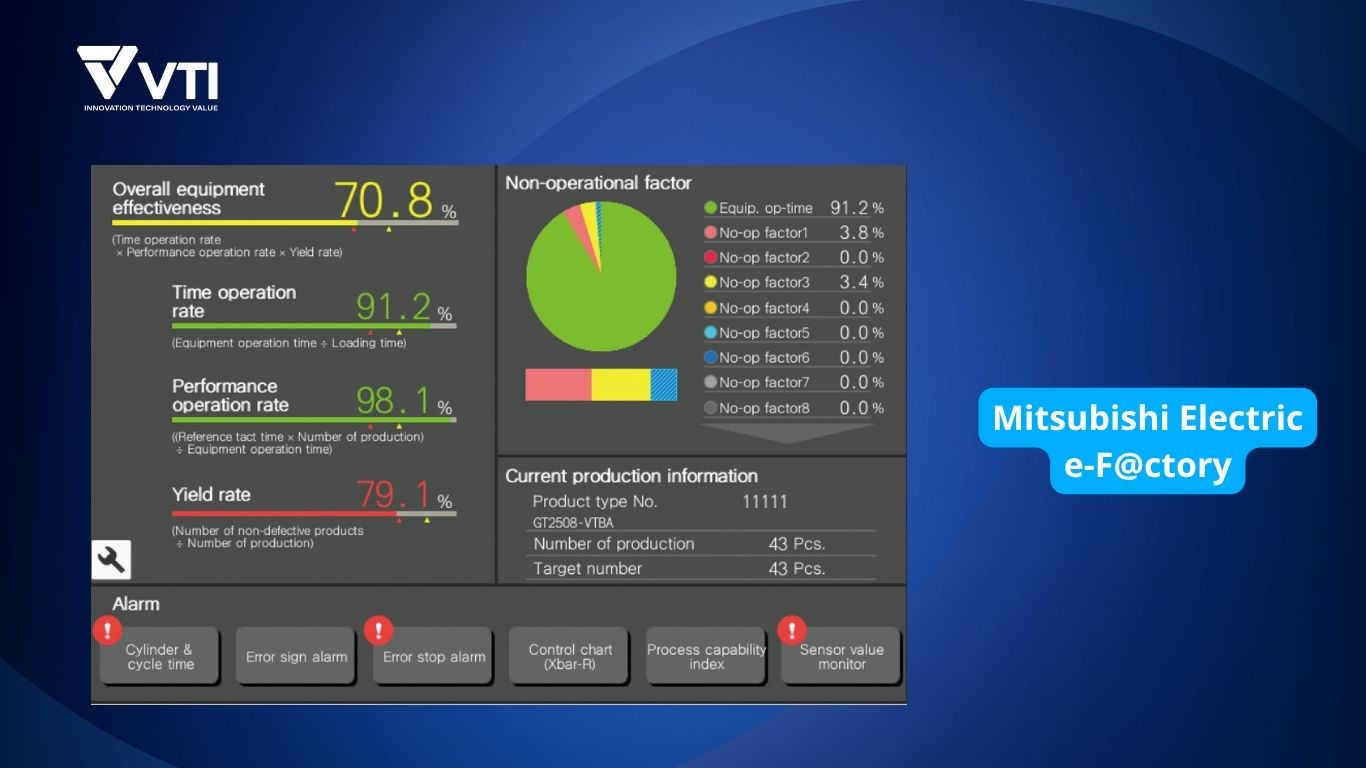
Positioning: Shop floor-centric execution for Japanese manufacturing environments
e-F@ctory is not a standalone MES product in the conventional sense. It is an integrated smart manufacturing architecture combining factory automation hardware, edge computing, and MES-level coordination into a unified operational environment. Rather than deploying a separate MES layer on top of existing automation, e-F@ctory embeds production execution logic closer to the machine by creating tighter coupling between control-layer events and production tracking.
In Japanese FDI environments where equipment standardization is high and operational discipline is embedded in the production culture, this approach aligns naturally with how production is managed. The emphasis is on data fidelity at the machine level and minimal gap between physical operations and the digital record.
- Industry Fit: Electronics assembly, automotive components, precision manufacturing with high Mitsubishi automation density
- Integration: Deep native connectivity with Mitsubishi FA equipment; MES-level ERP data exchange via middleware; strong OT layer, more effort required on IT layer
- Deployment: Plant-centric, on-premise or hybrid
- Complexity: High – requires automation expertise alongside MES implementation knowledge
- Best For: Japanese FDI factories with Mitsubishi-dominant automation environments seeking tight coupling between machine control and production execution
3. Samsung SDS Nexplant MES
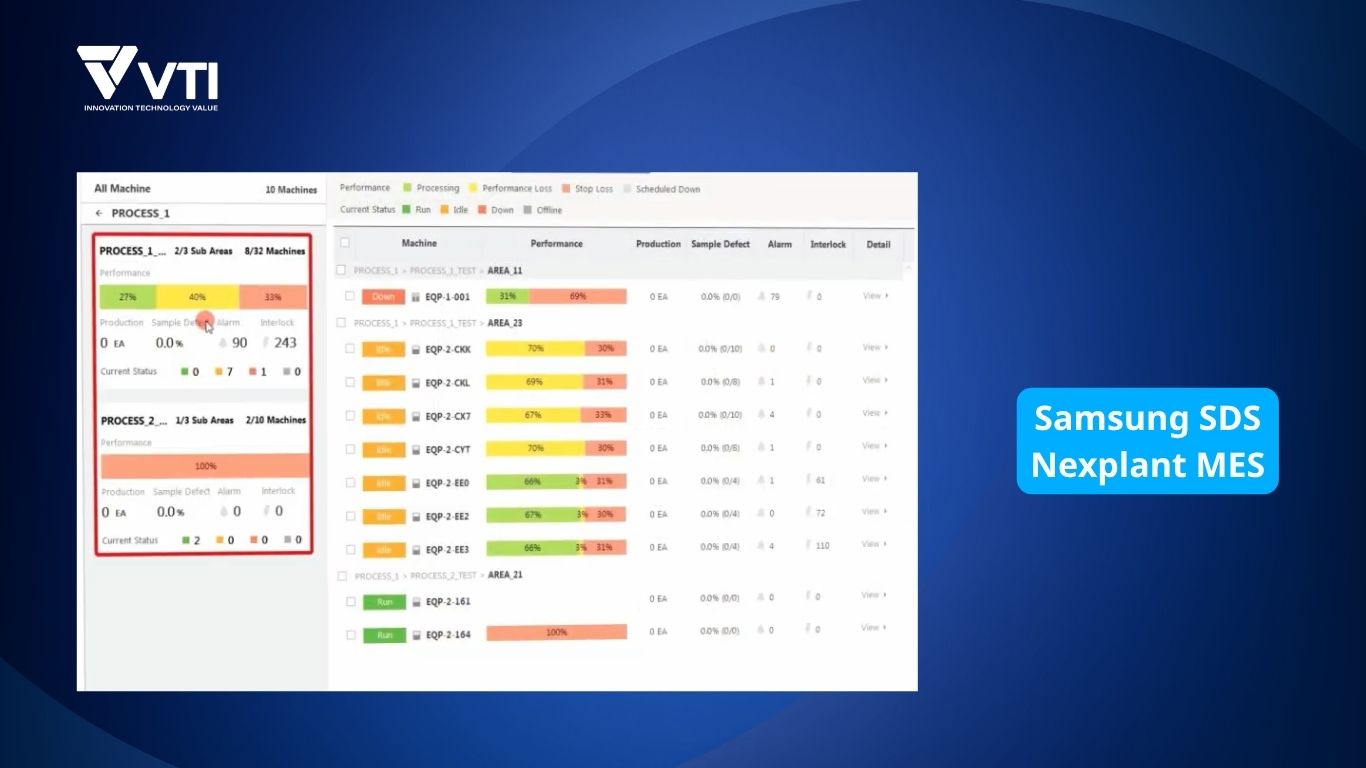
Positioning: Advanced MES for high-tech, highly automated manufacturing ecosystems
Nexplant was developed within Samsung’s own manufacturing operations—one of the most demanding production environments in the world for scale, precision, and automation density. Its core strength is automated dispatching: real-time decision logic that determines which lot moves to which equipment next, based on current production state, equipment availability, and downstream demand—without human intervention.
For semiconductor fabs, display panel manufacturing, and battery cell production, this capability is a baseline requirement. By contrast, for general manufacturing environments, Nexplant’s specialization makes it a significant over-investment.
- Industry Fit: Semiconductor, display manufacturing, battery production, high-tech electronics
- Integration: Deep integration with equipment engineering systems and automated material handling; strong within Korean FDI ecosystems
- Deployment: Enterprise-scale, multi-site, typically embedded within advanced manufacturing ecosystems
- Complexity: Very High — typically implemented by Samsung SDS or highly specialized partners
- Best For: High-tech manufacturers and Korean-led supply chains requiring fully automated production execution at high volume and precision
4. SAP Digital Manufacturing (SAP DM)
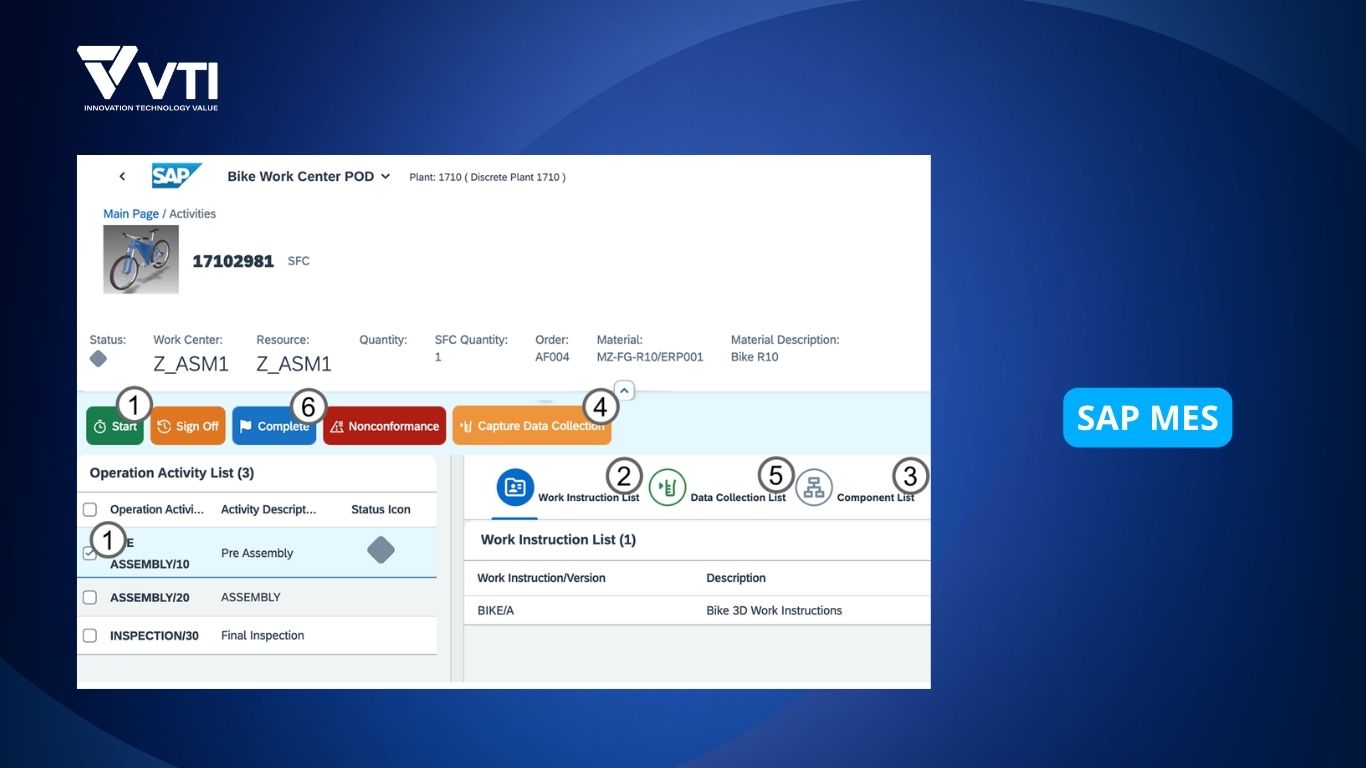
Positioning: Cloud-native MES system for SAP-centric manufacturing organizations
SAP Digital Manufacturing extends the SAP ecosystem directly onto the shop floor, eliminating the integration layer between planning and execution by making them part of a shared data environment. Production orders flow from ERP to execution without transformation. Actuals return in real time without reconciliation. For manufacturers already running SAP S/4HANA, this structural data consistency is the platform’s primary value proposition.
Built on SAP Business Technology Platform (BTP), SAP DM follows a cloud-first deployment model designed for global scalability. The constraint is clear: the platform’s advantages are greatest within an SAP environment. Organizations running non-SAP ERP will find the integration economics less compelling.
- Industry Fit: Multi-industry enterprise manufacturing where SAP S/4HANA is the ERP backbone
- Integration: Native integration with SAP S/4HANA; connectivity to shop floor via SAP Production Connector and Edge services
- Deployment: Cloud-first on SAP BTP; scalable globally
- Complexity: High — requires both SAP expertise and manufacturing domain knowledge
- Best For: SAP-driven manufacturers seeking to extend ERP capabilities to the shop floor without introducing additional system boundaries
5. Critical Manufacturing MES
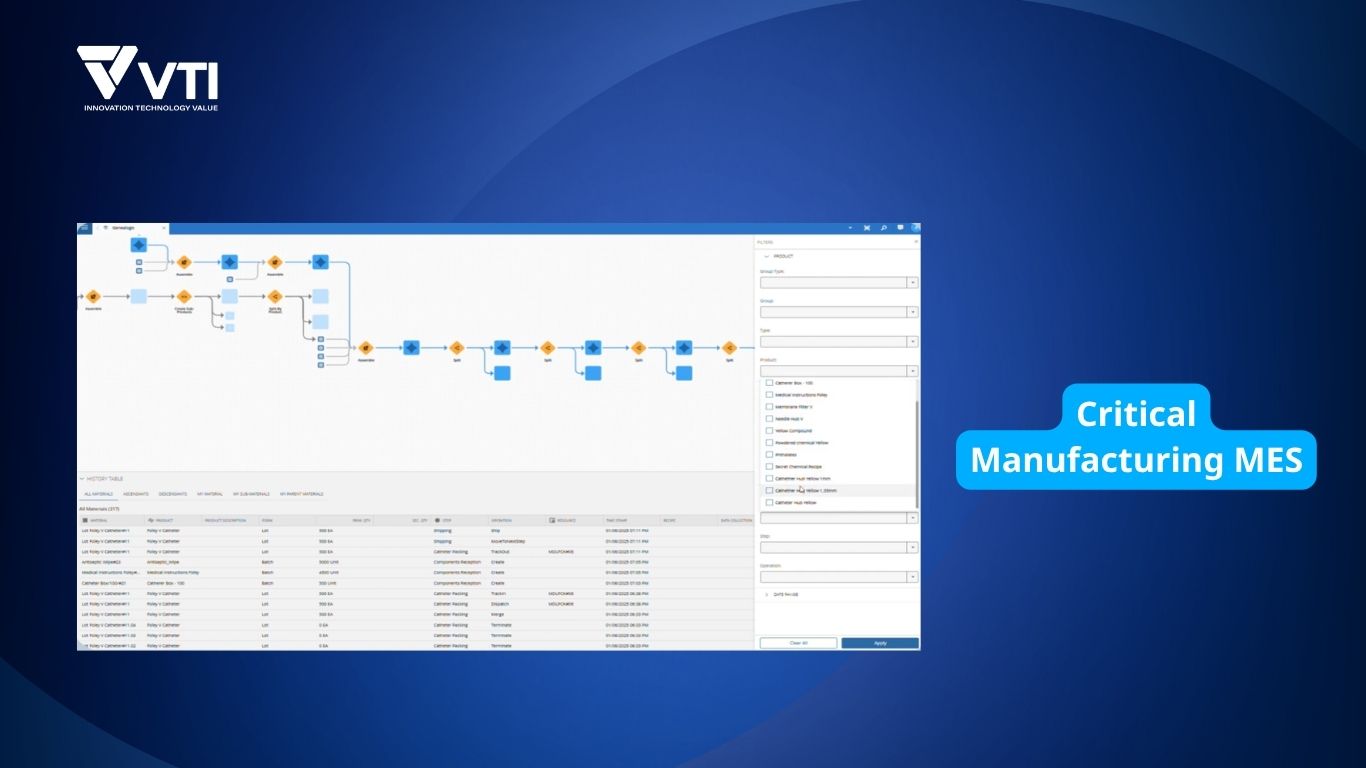
Positioning: Modern MES platform for high-mix, high-complexity manufacturing
Critical Manufacturing is a modular, API-first platform designed for production environments that are technically complex and operationally dynamic—where new equipment is being integrated, new product families are being introduced, and data flows are continuously evolving. In particular, its equipment integration framework (EAP) is especially capable in semiconductor and electronics manufacturing services environments, where communication standards vary significantly across equipment vendors.
Genealogy and traceability capabilities are comprehensive enough to meet both automotive quality requirements and medical device regulatory standards. The platform’s architecture supports continuous evolution without full re-implementation—a relevant consideration for fast-growing operations.
- Industry Fit: Semiconductor, electronics manufacturing services, medical devices, industrial equipment with complex routing
- Integration: Strong EAP equipment integration, ERP connectivity, analytics platform support
- Deployment: Cloud or hybrid; API-first design facilitates integration into broader digital manufacturing stacks
- Complexity: High to Very High depending on production environment and equipment integration depth
- Best For: High-tech manufacturers requiring a flexible MES platform that can handle complex production flows and deep traceability
6. AVEVA MES
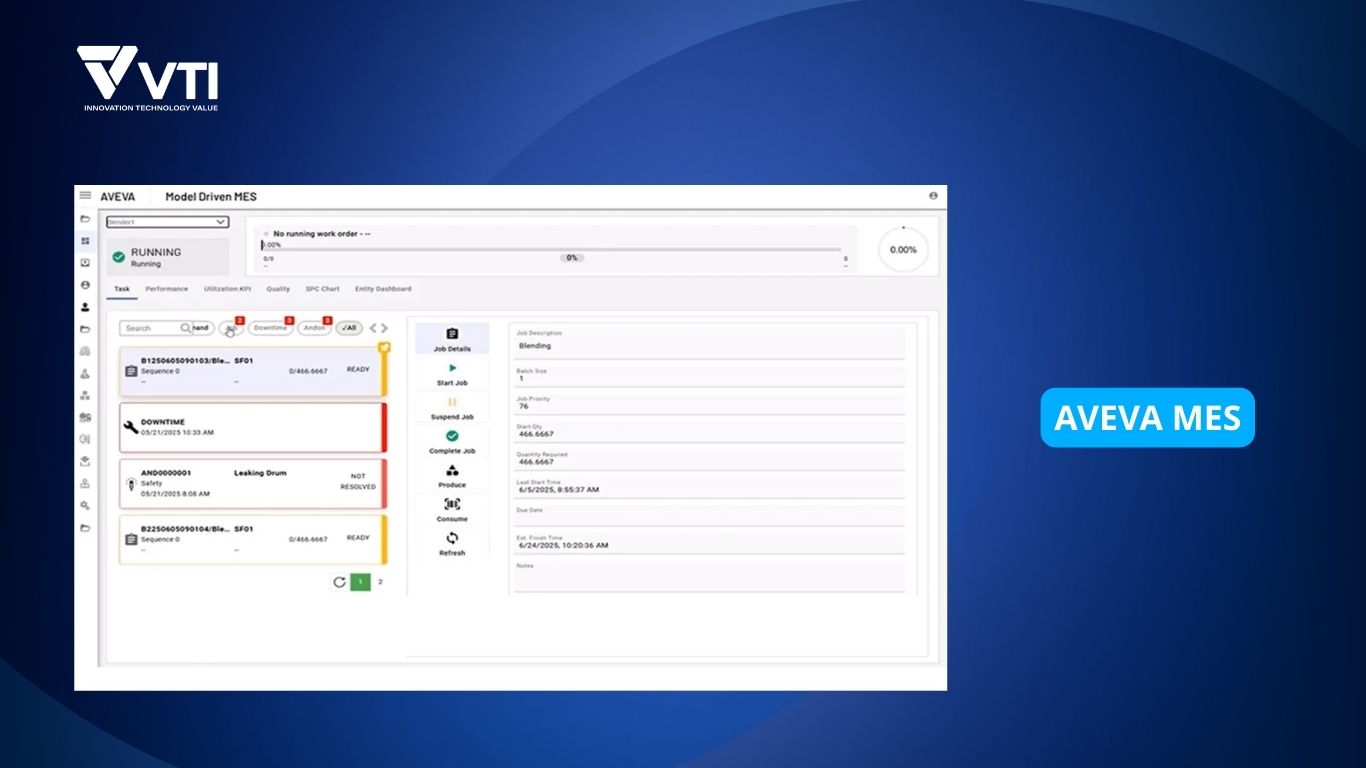
Positioning: MES for process industries with strong industrial data integration
AVEVA MES is built around the realities of process manufacturing: batch execution, recipe management, continuous production monitoring, and integration with historian systems that capture high-frequency process data. Its integration with the AVEVA PI System – one of the most widely deployed industrial data platforms in process industries – gives it a data infrastructure advantage that discrete-manufacturing-focused platforms cannot easily replicate.
Moreover, for multi-site process manufacturing organizations where standardizing KPIs and production intelligence across plants is a priority, AVEVA provides both the execution layer and the data architecture to make it operational. ISA-88 batch execution capabilities are mature, and alignment with process industry compliance requirements—HACCP, FDA 21 CFR Part 11, GMP—makes it credible for regulated manufacturing environments.
- Industry Fit: Food and beverage, chemicals, energy and utilities, pharmaceutical manufacturing
- Integration: Strong SCADA connectivity, AVEVA PI System integration, ERP connectivity
- Deployment: Hybrid and multi-site centralized architecture with edge and cloud data integration
- Complexity: High
- Best For: Multi-site process manufacturers requiring standardized execution and centralized performance management across geographically distributed plants
7. DigiWin MES
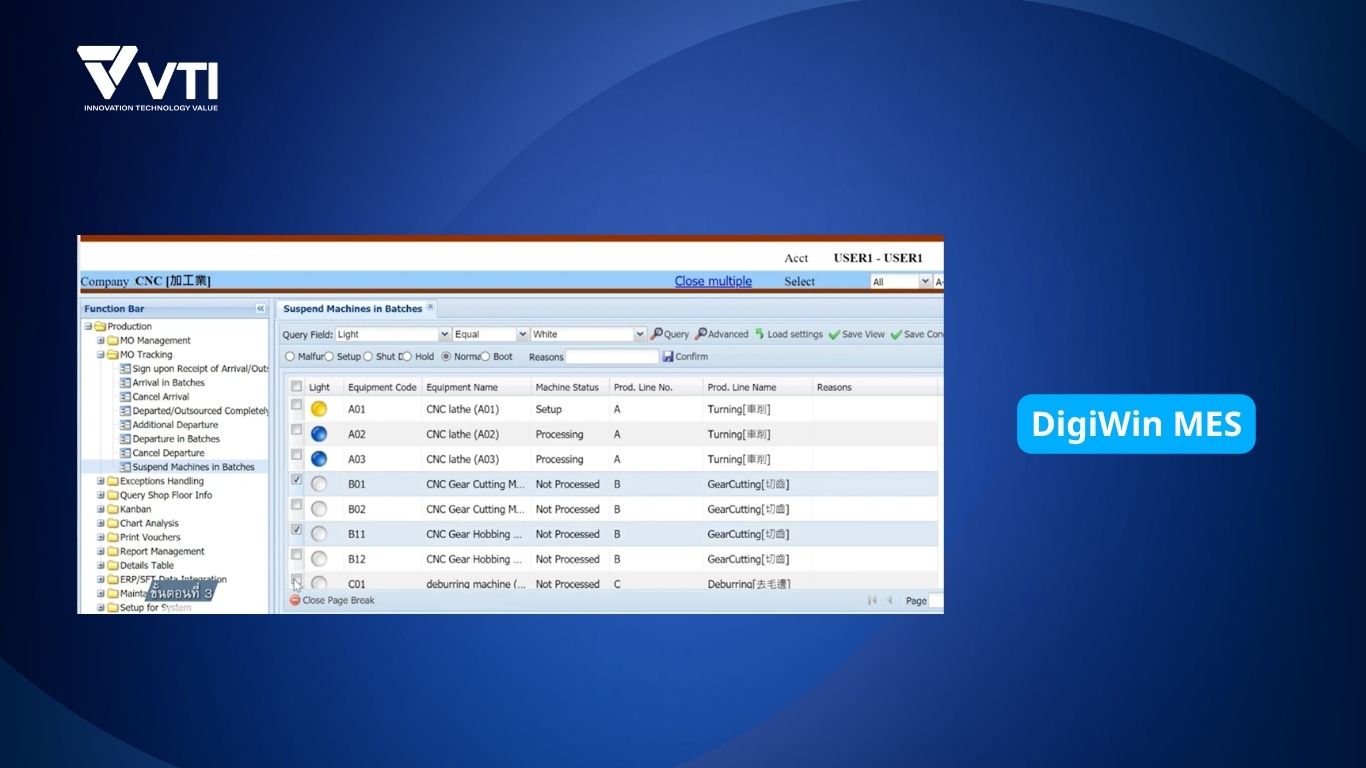
Positioning: Practical MES for SME and mid-sized manufacturers in ASEAN
DigiWin addresses a real gap in the APAC MES market: a platform designed for the operational realities of factories transitioning from manual or semi-digital production management to structured execution. For this segment—which represents a significant part of ASEAN’s manufacturing base in Vietnam, Thailand, and Malaysia—the primary barriers to MES adoption are organizational rather than technical: limited IT resources, constrained implementation budgets, and low tolerance for operational disruption.
DigiWin’s modular architecture allows factories to start with core production tracking and expand into quality management, OEE monitoring, and ERP integration incrementally. Machine connectivity supports OPC-UA, Modbus, and MQTT—protocols common in mid-range equipment across ASEAN manufacturing floors—enabling automated data collection without requiring major equipment upgrades.
- Industry Fit: Automotive components, electronics assembly, metal fabrication, plastics—particularly in SME and mid-market segments
- Integration: ERP integration via standard APIs; direct PLC and CNC connectivity via OPC-UA, Modbus, and MQTT
- Deployment: Flexible—cloud, on-premise, or hybrid; modular rollout reduces implementation risk
- Complexity: Low to Medium
- Best For: ASEAN manufacturers transitioning from manual production tracking to digital execution, with a clear path to scale as operational maturity develops
8. Rockwell Automation Plex MES
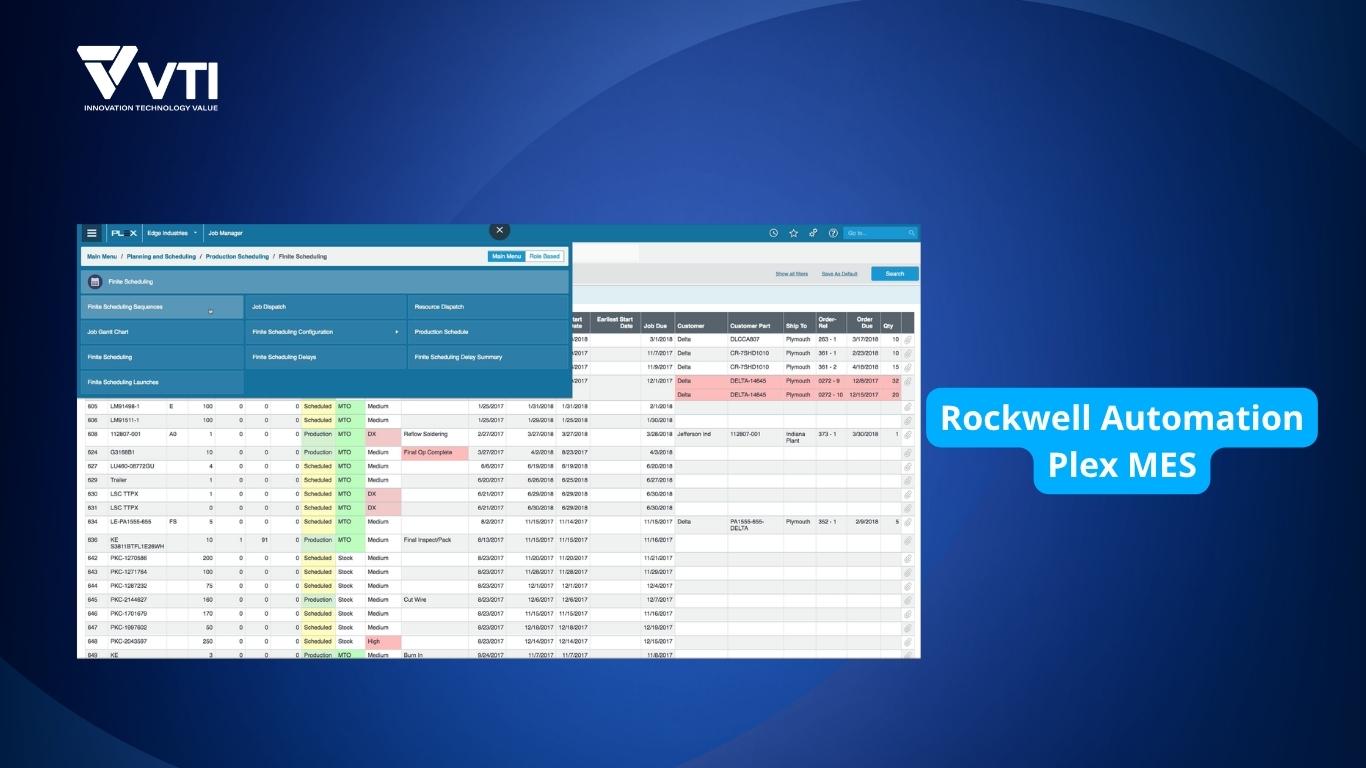
Positioning: Cloud-native MES for standardized, scalable manufacturing
Plex is one of the more established cloud-native MES platforms in the market, with a design philosophy centered on standardization, rapid deployment, and operational scalability. Specifically, for manufacturers adopting a cloud-first IT strategy or seeking to minimize on-premise infrastructure complexity, Plex provides full MES functionality—production execution, quality management, traceability, OEE tracking—as a SaaS delivery model.
Paperless manufacturing workflows are well-developed, making it practical for factories eliminating paper travelers and manual recording across production and quality processes. However, the primary operational consideration for APAC facilities is clear: cloud-dependent systems require reliable, high-bandwidth connectivity. For this reason, network infrastructure at the facility level should be verified before committing to a cloud-first MES architecture.
- Industry Fit: General manufacturing across multiple industries, multi-plant operations
- Integration: ERP integration with major platforms; standard shop floor connectivity protocols
- Deployment: Cloud-first (SaaS); rapid deployment and scaling
- Complexity: Medium to High
- Best For: Manufacturers prioritizing fast deployment, standardized processes, and reduced IT infrastructure complexity—with strong existing network infrastructure
9. GE Vernova Proficy Smart Factory MES

Positioning: MES for production performance optimization in heavy and mixed manufacturing
Proficy’s architecture reflects GE’s industrial heritage: it is oriented around operational intelligence – throughput optimization, downtime reduction, and real-time production performance visibility – rather than traceability or quality management as primary use cases.
Integration with SCADA systems and historian databases is strong, which is a practical advantage in heavy manufacturing environments where machine data volumes are high and equipment uptime is the dominant operational concern. For factories in metals, steel, energy equipment, and heavy process manufacturing, Proficy’s focus aligns with operational priorities in a way that more traceability-centric platforms do not.
- Industry Fit: Metals and steel, heavy manufacturing, energy-related production, mixed-mode manufacturing
- Integration: Strong SCADA connectivity, historian platform integration, ERP connectivity
- Deployment: On-premise, cloud, or hybrid
- Complexity: High
- Best For: Factories focused on throughput improvement and operational performance visibility in heavy or mixed manufacturing environments
10. VTI MES System
Positioning: Practical MES for FDI manufacturers in APAC requiring industry-specific execution, fast time-to-value, and proven local implementation expertise
VTI MESX is a configurable MES platform built for mid-sized and FDI factories in APAC—where global quality standards meet constrained IT resources and mixed equipment generations. Notably, four factors differentiate it in practice:
- Pilot-first deployment. Factories start with a defined scope—one line, one process area—validate outcomes, then scale. This compresses time-to-value and keeps implementation risk manageable without disrupting production.
- Vertical industry configuration. MESX is pre-adapted by sector—automotive components, electronics assembly, metal fabrication—so production workflows, quality logic, and reporting structures align with industry requirements from day one, rather than after months of customization.
- Proven FDI track record. VTI’s implementation portfolio spans Japanese and Korean FDI environments across Vietnam, bringing direct familiarity with parent-company audit standards, production discipline expectations, and reporting formats—thereby reducing the discovery overhead that typically extends enterprise MES projects.
- Mid-market cost structure. Licensing and implementation costs are sized for the mid-market, without the overhead of global enterprise platforms—which means structured ROI within the first implementation phase is a realistic target.
In practice, this model is particularly relevant in scenarios where factories need to balance global standards with local operational realities—for example, a regional plant adapting corporate systems to fit local production constraints.
- Industry Fit: Automotive components, electronics assembly, metal fabrication, plastics—particularly in Japanese and Korean FDI supply chains operating across ASEAN
- Integration: ERP integration via standard APIs; direct PLC and CNC connectivity via OPC-UA, Modbus, and MQTT; adaptable to legacy equipment environments common in APAC factories
- Deployment: Flexible—cloud, on-premise, or hybrid; pilot-first rollout model with structured scale-out path
- Complexity: Low to Medium
- Best For: FDI manufacturers in APAC—particularly Japanese and Korean supply chain participants—seeking an industry-configured MES with a structured pilot path, proven local implementation expertise, and a cost structure appropriate for mid-market operations
MES Comparison Table
| MES System | Industry Fit | Integration Strength | Deployment | Complexity | Typical Buyer Profile |
| Siemens Opcenter | Automotive, industrial | Very Strong (PLM + automation) | Hybrid / On-prem | Very High | Multi-plant enterprise, Siemens ecosystem |
| Mitsubishi ef @ctory | Electronics, | Strong (OT-layer focused) | On-prem / Hybrid | High | Japanese FDI, Mitsubishi automation |
| Samsung Nexplant | Semiconductor, battery | Very Strong (equipment + material) | Enterprise | Very High | High-tech Korean-led supply chains |
| SAP Digital Manufacturing | Multi-industry | Native SAP | Cloud | High | SAP S/4HANA-driven organizations |
| Critical Manufacturing | High-tech electronics | Strong (EAP + traceability) | Cloud / Hybrid | High–Very High | Advanced electronics, EMS, medical |
| AVEVA MES | Process industries | Strong (SCADA + historian) | Hybrid | High | Multi-site process manufacturers |
| DigiWin MES | SME manufacturing | Good | Flexible | Low–Medium | ASEAN SME and mid-market factories |
| Rockwell Plex | General manufacturing | Good | Cloud | Medium–High | Cloud-first, multi-plant operations |
| GE Vernova Proficy | Heavy industry | Strong (SCADA + analytics) | Flexible | High | Performance-driven heavy manufacturing |
| VTI MES | Discrete manufacturing, electronics assembly, automotive components | Good ERP via standard APIs; PLC/CNC via OPC-UA, Modbus, MQTT | Flexible | Low–Medium | Mid-sized ASEAN manufacturers in FDI supply chains requiring traceability and audit readiness |
Common Manufacturing Problems MES Systems Address
The table below maps frequently encountered operational problems to their underlying causes and how MES addresses them. For factory leaders evaluating whether MES is the right intervention for a specific problem, this is a useful reference point.
| Problem | Root Cause | How MES Addresses It |
| Production data arrives too late to act on | Manual reporting at shift end | Automated real-time data collection at point of occurrence |
| ERP and shop floor output data do not match | Manual transcription and reconciliation errors | Direct system-to-system integration eliminates manual entry |
| Quality issues discovered at final inspection or by customer | No inline quality enforcement at process steps | Automated quality gates, parameter monitoring, and exception alerts |
| OEE measurement exists but improvement stalls | No granular downtime or loss data | Automated downtime reason coding and loss categorization |
| Traceability gaps during customer or regulatory audits | Paper-based production records | Digital genealogy linked to every work order, lot, and serial number |
| Significant shift-to-shift production variability | Inconsistent operator execution without standardized instructions | Digital work instructions enforced at the operator terminal |
| Audit preparation consumes days of management time | Production records held in disparate systems and formats | Structured, searchable production history available on demand |
What MES Systems Actually Require
MES is not a plug-and-play product. The gap between a successful implementation and a difficult one is rarely about platform capability—it is about how well the implementation is prepared and managed.
- Data readiness is a prerequisite. MES inherits master data from ERP—routings, bills of materials, work centers, and production standards. If that data is incomplete, inconsistent, or poorly maintained, the execution system will reflect those problems at scale. Moreover, data readiness assessment and remediation should begin before platform selection, not after go-live.
- Phased scope reduces risk. Attempting to implement MES across all lines, all processes, and all integrations simultaneously is one of the most common reasons projects run over time and budget.
- Operator adoption is not automatic. MES changes how production teams record information, respond to alerts, and follow work instructions. If operators and supervisors are not adequately trained and do not understand why the system works the way it does, they will find workarounds—and those workarounds will corrupt the production data that the system is designed to capture. Change management is a core implementation workstream, not a peripheral activity.
- Integration complexity is consistently underestimated. Connecting MES to ERP, PLCs, SCADA systems, and legacy machines requires more effort than most early project estimates account for. The range of machine communication protocols, the inconsistency of legacy PLC data structures, and the business logic required to translate ERP master data into MES operational parameters all take time to work through properly. Integration scope should be assessed in detail—ideally through a formal integration architecture review—before project budgets and timelines are finalized.
Choosing the Right MES System Is About Execution, Not Features
The MES market offers a wide range of capable platforms. Nevertheless, the decision challenge for factory leaders is not identifying which platform has the most features—it is identifying which platform, implemented well, will deliver controlled and measurable execution improvement in your specific production environment.
Before entering any vendor evaluation, three practical questions are worth answering clearly:
Does this MES system align with my production model? Industry fit is the first filter. A platform designed for semiconductor fabs will not serve an automotive components factory effectively, regardless of feature breadth. As such, the production architecture—discrete vs. process, high-mix vs. high-volume, single-site vs. multi-plant—should drive the shortlist before any other evaluation criteria.
Can it integrate with the systems already in my environment? The operational value of an MES system is determined as much by how well it connects to ERP, shop floor equipment, and quality systems as by its native functionality. In other words, a strong standalone platform with poor integration fit creates new data silos rather than eliminating existing ones.
Does the implementation complexity match our organization’s capacity? A technically advanced platform deployed without adequate internal expertise and implementation partner support will underdeliver—regardless of capability in principle. Ultimately, the right MES system is the one your organization can implement successfully, operate effectively, and scale as your production environment grows.
If you are at the stage of shortlisting platforms or assessing your factory’s readiness for MES implementation, starting with a structured evaluation of these three dimensions—before engaging vendors—will significantly improve the quality of the decision.