![[FREE EBOOK] Strategic Vietnam IT Outsourcing: Optimizing Cost and Workforce Efficiency](https://vti.com.vn/wp-content/uploads/2026/06/ebook-it-outsourcing.png)
Korea is already one of the most automated manufacturing environments in the world. Decades of investment in robotics, high-speed production lines, and sophisticated PLC/SCADA infrastructure have placed Korean manufacturers among the global leaders in factory automation. Yet for plant directors and operations leaders across semiconductors, electronics, automotive components, and precision machinery, a difficult reality is setting in: automation and real-time visibility alone are no longer enough to maintain competitive advantage.
The industry is now moving decisively toward AI-driven operations – a model where production, quality, equipment, warehouse, and planning data are actively used to support faster operational decisions at the execution layer. This article explores the most impactful AI use cases in Korean manufacturing, examines why the transition toward the AI-driven factory Korea model is accelerating, and outlines how manufacturers can prioritize manufacturing AI Korea initiatives for measurable operational impact.
Why Korean Manufacturing Is Moving Beyond the Traditional Smart Factory Toward AI-Driven Factory Korea
Why Are Korean Manufacturers Under Pressure to Optimize Operations Further?
Korean manufacturers have long led in automation. Advanced robotics, multi-axis CNC systems, and tightly integrated SCADA environments have delivered significant productivity gains over the past two decades. However, in precision sectors like semiconductors, displays, and automotive components, traditional automation has become a baseline capability rather than a differentiator. This shift is one of the main reasons why investment in AI use cases in Korean manufacturing is accelerating across high-precision industries.
Several industry-specific pressures are pushing manufacturers to go further:
- Precision and yield requirements in semiconductors and electronics. A single microscopic defect in a wafer, display panel, or bonding joint can scrap an entire batch worth millions of KRW. Traceability requirements under IATF 16949 and customer audit standards demand root-cause analysis within hours, not days. The cost of a quality escape at the customer level — measured in PPM (parts per million) — is exponentially higher than the cost of catching defects in-house.
- Rising operational complexity. Multi-product lines with frequent changeovers, just-in-time supply chains, and volatile global demand create constant production variability. Managing this complexity manually, or through static dashboards, introduces latency and inconsistency that directly impacts OEE (Overall Equipment Effectiveness) and on-time delivery KPIs.
- Labor and cost pressure. Korea faces an aging manufacturing workforce, high skilled labor costs in industrial centers like Incheon, Gyeonggi, and Chungcheong, and increasing competition from lower-cost manufacturing bases in Southeast Asia. Reducing dependency on manual oversight — particularly in inspection, data entry, and shift-based decision-making — is now a strategic priority.
- The need for faster operational decisions. Customer lead times are shrinking while zero-defect expectations remain firm. Market windows that once allowed days for corrective action now require responses within a single shift.
- Regulatory and sustainability requirements. Stricter environmental standards and energy efficiency targets add further constraints to production planning and operational management.
Why Are Automation and Dashboards No Longer Sufficient?
Real-time monitoring provides visibility but not operational intel
ligence. Dashboards show what has happened or is currently happening. They rarely predict what will happen next, and they almost never recommend the best course of action.
A production manager reviewing 40 to 50 monitoring screens during a night shift still needs to interpret anomalies manually, often under time pressure, with incomplete context. Alarm fatigue is a well-documented problem in highly automated environments. This human bottleneck limits responsiveness, introduces variability between shifts, and scales poorly as production complexity increases.
The fundamental gap is the difference between visibility and intelligence: one informs, the other acts.
What Makes an AI-Driven Factory Different from a Traditional Smart Factory?
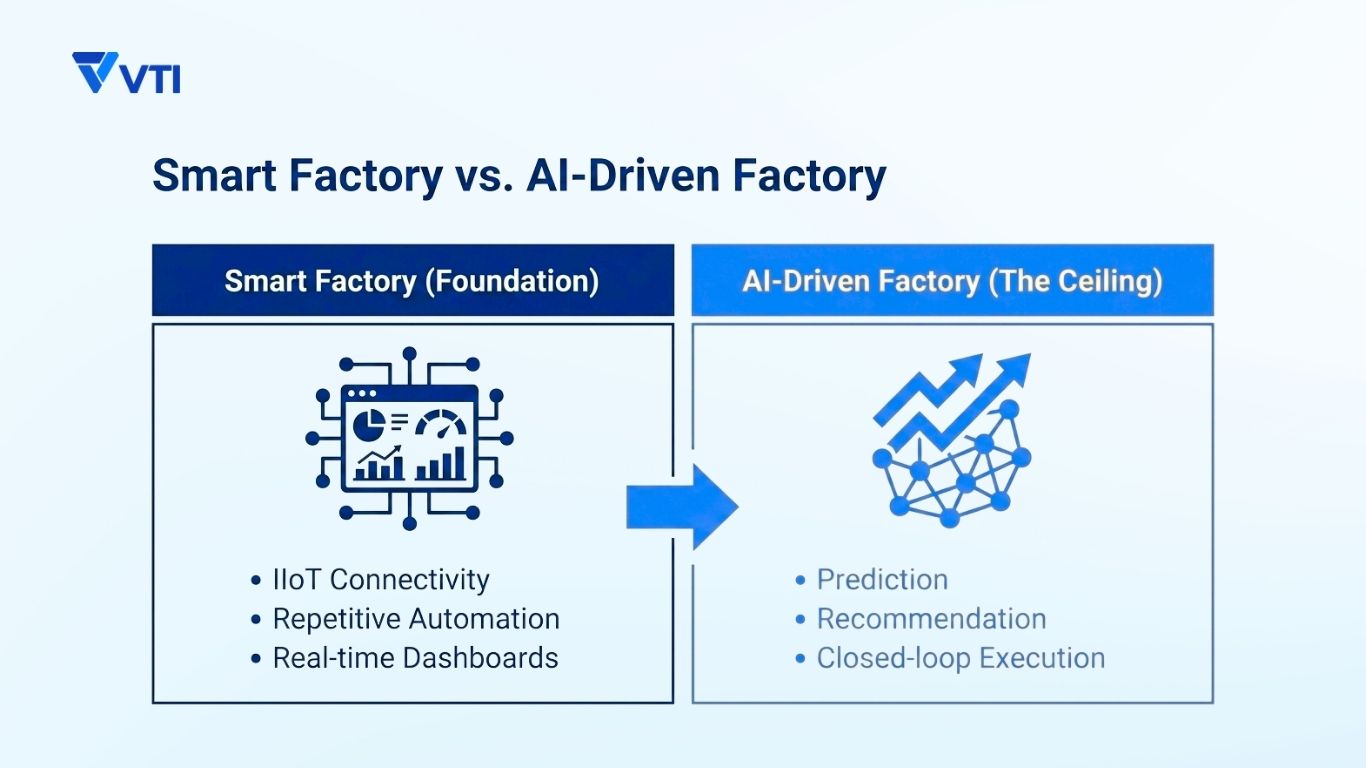
A traditional smart factory excels in three areas: connectivity through IIoT infrastructure, automation of repetitive physical tasks, and real-time visibility through dashboards and alerts. These remain valuable — but they represent the foundation, not the ceiling.
An AI-driven factory extends these capabilities across four additional dimensions:
- Prediction: Forecasting equipment failures, quality drifts, or production bottlenecks before they occur, giving operations teams time to intervene.
- Recommendation: Suggesting optimal maintenance windows, scheduling sequences, or process parameter adjustments based on live operational data.
- Optimization: Continuously balancing trade-offs across multiple competing constraints — capacity, cost, delivery, quality — in a way that no human team can sustain at scale.
- Closed-loop execution: Automatically triggering actions in MES, QMS, or WMS, and learning from operational outcomes to improve future recommendations.
This transition from smart factory to AI-driven factory represents the next competitive frontier for Korean manufacturers aiming to maintain leadership in high-value, precision production.
What Makes Manufacturing AI Different from Generic AI?
Before exploring specific use cases, it is important to understand why off-the-shelf or generic AI solutions frequently fail in factory environments — and what distinguishes effective manufacturing AI from the rest.
Why Manufacturing AI Requires Contextualized Operational Data
Machine sensor data — temperature readings, vibration signals, motor current — is the starting point, not the solution. Effective manufacturing AI requires rich production context layered on top of that raw data:
- Which production line and which station generated the reading?
- Which lot or batch was being processed, and from which material supplier?
- Which shift and operator was active at the time?
- What were the upstream and downstream quality statuses for that production run?
- What process recipe or parameter set was in effect?
Without this context, AI models produce noisy, unreliable outputs. A vibration pattern that is normal during one material lot may signal impending bearing failure during another — because substrate hardness, tooling wear, and environmental conditions interact in complex, non-obvious ways. Context is what makes the difference between a generic anomaly alert and an actionable operational insight.
Why AI Must Connect to Manufacturing Execution Systems
AI cannot operate in isolation from the systems that run the factory. Effective manufacturing AI must integrate with:
- MES (Manufacturing Execution System) — for production execution, lot traceability, and work order status
- QMS (Quality Management System) — for quality records, inspection results, and compliance data
- WMS (Warehouse Management System) — for material availability and inventory status
- APS (Advanced Planning and Scheduling) — for capacity planning and order prioritization
- SCADA/PLC/IIoT — for real-time equipment control and sensor data
Without these integrations, AI remains an isolated analytics layer. Recommendations are generated but never acted on. Models never improve because operational feedback never flows back. The system becomes another dashboard — one more screen to ignore.
Why Disconnected AI Pilots Rarely Deliver Operational Value
Many Korean manufacturers have run AI pilots — anomaly detection tools, image classification systems, data science dashboards — that never scaled beyond proof-of-concept. The most common reason is not algorithmic performance. It is the absence of execution linkage.
When AI outputs cannot trigger actions in MES or QMS — automatically placing a suspect lot on hold, rescheduling a work order, or generating a maintenance work request — the value stays theoretical. Without a feedback loop, models also cannot learn from real operational outcomes, so accuracy stagnates. True operational value requires AI to be embedded in workflows, not bolted onto them.
Top AI Use Cases in Korean Manufacturing
The following use cases are grounded in operational scenarios common across Korean semiconductor, electronics, automotive, and industrial manufacturing environments.

1. AI Vision Inspection for Semiconductor and Electronics Manufacturing
In high-speed semiconductor packaging lines, OLED display manufacturing, and PCB assembly, traditional manual inspection and rule-based machine vision systems struggle to keep pace with production volumes and product complexity. Subtle defects — micro-scratches, foreign particle contamination, bonding irregularities, solder bridging — require detection capabilities that go beyond fixed threshold-based algorithms.
Key capabilities of AI Vision inspection:
- High-accuracy defect detection and classification at full production speed
- Adaptive learning to handle product variants, lighting variations, and new defect types
- Consistent inspection performance across all shifts, eliminating the variability introduced by operator fatigue or experience gaps
Required data and system integration: AI Vision combines high-resolution image streams with MES lot data, process parameter records, and historical QMS inspection results. Inspection outputs feed directly into QMS for automatic lot disposition — placing suspect lots on hold without manual intervention — and into traceability records for downstream audit compliance.
Operational impact: One Korean electronics supplier reduced false reject rates by over 40% and improved first-pass yield by detecting defects that had previously escaped to customer audit stages. Inspection time per unit decreased significantly, freeing skilled quality engineers for root cause analysis rather than screen monitoring. For C-level leaders, this directly addresses quality cost targets and customer PPM commitments.
Keyword focus: AI Vision inspection, AI quality inspection Korea
2. Predictive Maintenance for Equipment-Intensive Factories
Korean factories operating expensive, high-precision equipment — CNC machining centers, injection molding machines, semiconductor etching systems, robotic assembly cells — cannot absorb unplanned downtime. A single unexpected equipment failure on a bottleneck machine can cascade into 8 to 24 hours of lost production, directly impacting OEE and customer delivery commitments.
Key capabilities:
- Early degradation detection through multi-sensor fusion: vibration, temperature, motor current, acoustic emission
- Remaining Useful Life (RUL) prediction, enabling proactive maintenance scheduling
- Integration with production plans to schedule maintenance during changeovers or low-volume windows rather than during peak production
Required data and integration: Predictive maintenance models draw on continuous sensor streams, historical maintenance records from CMMS (Computerized Maintenance Management System), alarm logs from SCADA and PLC systems, and production runtime data from MES.
Operational scenario: In an automotive parts plant in the Ulsan region, combining vibration trend analysis with runtime hours and material characteristics allowed maintenance teams to predict bearing failure 10 to 14 days in advance. Maintenance was scheduled during a planned product changeover, avoiding a line stop that would have cost tens of millions of KRW in lost output.
Operational impact: Higher OEE, extended asset lifecycle, reduced emergency spare parts inventory, and more predictable maintenance labor planning.
3. AI Production Planning and Scheduling
Dynamic manufacturing environments — frequent customer order changes, machine capacity constraints, material delays, multi-product lines — push traditional APS (Advanced Planning and Scheduling) systems to their limits. Static scheduling rules and manual adjustments cannot respond quickly enough to real-time shop-floor changes.
Key capabilities:
- Real-time rescheduling based on live shop-floor status from MES
- Multi-objective optimization balancing delivery performance, production cost, and setup time minimization
- What-if scenario simulation to evaluate the impact of order changes or machine downtime before committing to a new schedule
Required data and integration: AI scheduling models require order demand data from ERP, real-time machine availability from MES, material availability from WMS, and line capacity constraints from APS.
A Korean contract manufacturer in consumer electronics used AI-assisted scheduling to reduce setup times by 25% and improve on-time delivery from 82% to 96% during peak seasons — by intelligently prioritizing lots and balancing line loads across facilities.
4. AI-Powered Root Cause Analysis
When defects occur in high-mix production environments, rapid identification of the root cause is critical to preventing recurrence. Manual root cause analysis — reviewing machine logs, production records, and quality inspection data — is time-consuming and frequently misses subtle multi-variable interactions.
How AI root cause analysis works: The system correlates thousands of parameters simultaneously — machine event logs, process parameter trends, operator inputs, material batch characteristics, environmental conditions, inspection results — to surface probable causes ranked by statistical confidence.
Operational data required: Defect history from QMS, machine alarm logs from SCADA, process parameter records from MES, lot traceability data, and historical inspection records from AI Vision systems.
Real-world scenario: One Korean manufacturer used AI-powered RCA to identify a three-way interaction between ambient humidity, a specific material supplier batch, and oven temperature drift — a combination that manual analysis had failed to detect over several weeks of repeated defect occurrences.
5. AI Quality Prediction Before Defects Occur
Rather than detecting defects after they have been produced, AI quality prediction models identify process conditions that are likely to generate quality failures — enabling intervention before defective output is created.
How it works: The model continuously monitors process parameter trends — solder paste viscosity, placement accuracy, oven temperature profiles, coating thickness — and flags gradual drift patterns that historical data associates with downstream quality failures. When risk thresholds are crossed, the system recommends parameter adjustments or triggers material verification checks.
Required data and integration: Process condition data from SCADA and PLC systems, combined with historical quality inspection records from QMS and production lot data from MES, provides the training foundation for predictive quality models.
Operational impact: Proactive quality management reduces rework and scrap rates, lowers the cost per quality incident, and reduces the risk of quality escapes reaching customers. This shifts quality control from a reactive audit function to a preventive operational capability.
6. AI Warehouse Optimization and Material Flow Management
Synchronizing warehouse operations with production schedules is a persistent challenge in large Korean manufacturing facilities. Material shortages that halt production lines — even briefly — have compounding impacts on schedule adherence and OEE. At the same time, excessive safety stock inflates inventory holding costs and consumes working capital.
Key capabilities:
- Dynamic picking sequence optimization based on real-time production priorities
- Just-in-time replenishment triggered by MES production status rather than static reorder points
- Warehouse-production synchronization to reduce line-side material waiting time and search time in large warehouse environments
Required data and integration: Inventory status from WMS, production plans and consumption rates from MES, order data from ERP, and movement data from warehouse automation systems.
Operational impact: Fewer material-induced line stoppages, improved inventory accuracy, more efficient warehouse labor utilization, and smoother overall production flow.
Emerging AI Use Cases Korean Manufacturers Are Exploring
Beyond the established use cases above, Korean manufacturers are actively piloting a second wave of AI applications:
- AI anomaly detection across entire process chains, identifying abnormal patterns that span multiple systems and production stages
- AI energy optimization, supporting sustainability targets by dynamically managing energy consumption based on production load
- AI automatic reading and recording, eliminating manual gauge readings and paper-based data entry through computer vision
- AI demand forecasting integrated with supply chain planning systems to improve material procurement accuracy
- AI behavior recognition and safety monitoring, detecting unsafe worker behaviors or unauthorized zone access in real time
| Use Case | Key Data Required | Main Integrated Systems | Primary Operational Impact |
| AI Vision Inspection | Images, lot data, process parameters | MES, QMS, AI Vision | Higher yield, lower customer PPM |
| Predictive Maintenance | Sensor data, maintenance history | CMMS, MES, SCADA | Reduced downtime, improved OEE |
| AI Production Scheduling | Orders, real-time shop-floor status | APS, MES, ERP | Better delivery, fewer bottlenecks |
| AI Root Cause Analysis | Multi-source logs, defect history | MES, QMS | Faster corrective action |
| AI Quality Prediction | Process trends, quality history | MES, QMS, SCADA | Preventive defect reduction |
| AI Warehouse Optimization | Inventory, production plans | WMS, MES, ERP | Fewer shortages, better flow |
Why Many Manufacturing AI Projects Fail to Scale
Understanding the common failure modes is as important as understanding the use cases themselves.
Raw Machine Data Is Not Enough for AI
Without production context — lot identity, shift assignment, process recipe, material batch — AI models produce outputs that are statistically noisy or operationally misleading. A temperature spike means something different depending on which product is running, which operator is active, and where that machine sits in the production sequence. Stripping that context from the data strips the intelligence from the model.
Isolated AI Systems Create Limited Operational Impact
When AI outputs cannot connect to execution workflows, the results sit in a dashboard. Quality engineers read alerts but must manually initiate holds in QMS. Maintenance planners see failure predictions but must manually create work requests in CMMS. Schedulers see optimization recommendations but must manually re-enter them into APS. Each manual step introduces latency, inconsistency, and the risk that the recommendation is simply not acted upon.
Closed-Loop Operations Are Critical for Sustained AI Value
The most effective framework for AI-driven manufacturing operations follows a closed-loop model:
Detect → Analyze → Recommend → Execute → Learn
AI value becomes operational and sustained only when recommendations connect directly to execution systems. When MES automatically places a flagged lot on hold, when APS automatically adjusts a schedule in response to a machine alert, when CMMS automatically generates a maintenance work order based on an RUL prediction — only then does AI transition from a monitoring tool to an operational capability. And only through the feedback loop of real execution outcomes does the model continue to improve.
How Korean Manufacturers Should Prioritize AI Adoption
Which AI Use Cases Should Manufacturers Prioritize First?
Not all AI use cases offer the same return on investment or implementation feasibility at a given point in a factory’s data and integration maturity. Effective prioritization balances four factors:
- Current operational bottlenecks: Where are quality escapes, downtime events, scheduling failures, or material shortages causing the most damage to OEE and delivery KPIs?
- Available data: Does the factory already collect the data needed — sensor streams, inspection records, lot traceability, maintenance history — in a structured, accessible format?
- Measurable ROI: Can the impact of the use case be quantified in terms of yield improvement, downtime reduction, labor savings, or inventory reduction?
- Execution integration readiness: Are the MES, QMS, WMS, and CMMS systems in place and capable of receiving and acting on AI outputs?
Why Factories Should Start with Execution-Connected Use Cases
The highest-ROI starting points are use cases where AI outputs can connect directly to existing execution workflows with relatively low integration complexity. Quality, maintenance, and planning typically offer the clearest immediate returns:
- AI Vision + QMS integration for immediate quality yield improvements and reduction in customer PPM incidents
- Predictive maintenance on bottleneck equipment to protect OEE on the machines where downtime is most costly
- AI-assisted scheduling to improve responsiveness to order changes and reduce setup waste
These use cases also build organizational confidence in AI — which is essential for securing the internal alignment needed to scale.
How Manufacturers Can Scale from AI Pilot to Plant-Wide Operations
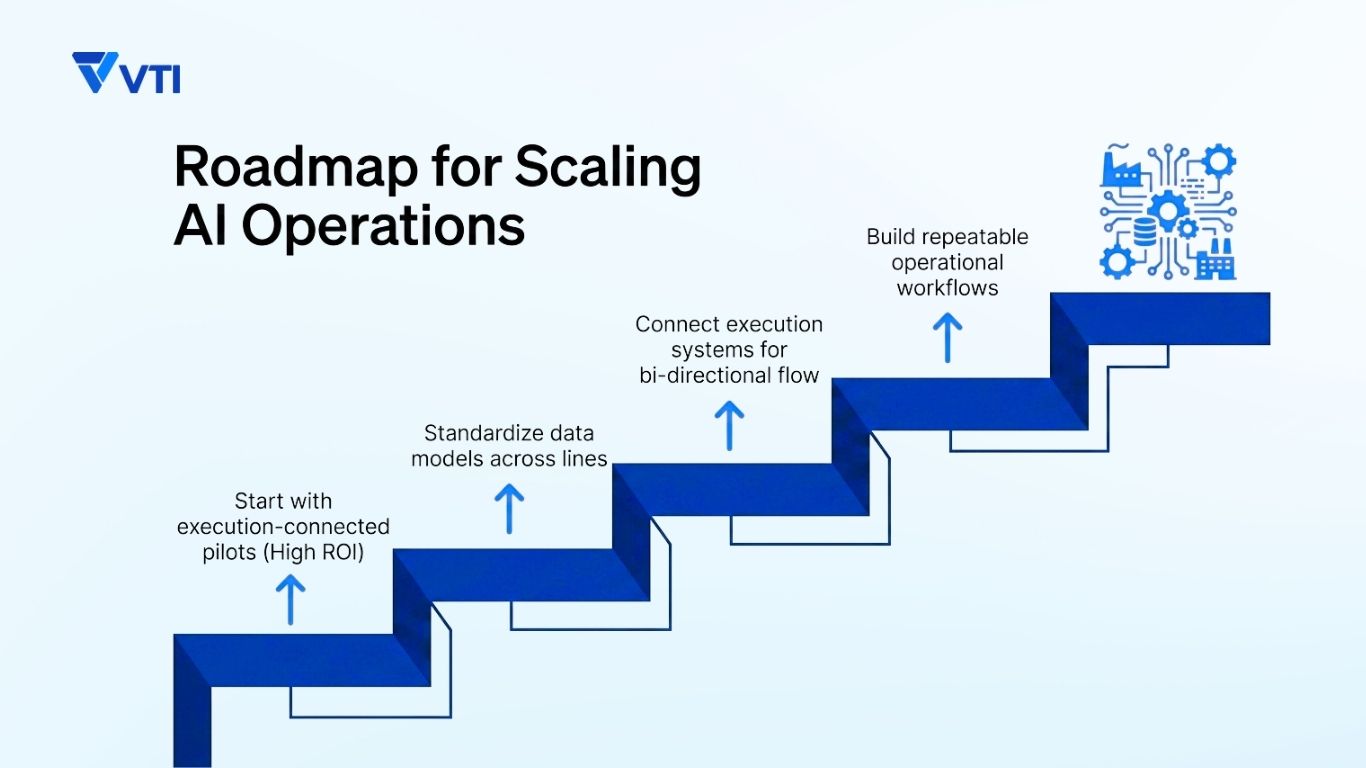
The transition from a successful AI pilot to plant-wide deployment requires four foundational steps:
- Standardize data models across production lines so that AI models trained on one line can be applied to others without extensive rework.
- Connect execution systems — ensuring that MES, QMS, WMS, and CMMS are integrated with the AI layer and capable of bi-directional data exchange.
- Build repeatable operational workflows that define how AI recommendations are reviewed, approved, and executed — including escalation paths for edge cases.
- Scale horizontally across lines and facilities while maintaining the local production context that makes AI outputs operationally relevant.
A prioritization matrix plotting operational impact against data readiness provides leadership teams with a practical tool for sequencing investment decisions and building a credible AI adoption roadmap.
Conclusion
Korean manufacturing stands at a pivotal transition point. The move from highly automated smart factories to truly AI-driven operations will define the next decade of competitive positioning in semiconductors, electronics, automotive, and precision manufacturing.
Manufacturers that successfully build closed-loop AI-driven operations, grounded in contextual production data and tightly integrated with MES, QMS, WMS, and APS systems, will be better positioned to achieve higher agility, superior quality consistency, improved efficiency, and greater resilience against supply chain and market volatility.