![[FREE EBOOK] Strategic Vietnam IT Outsourcing: Optimizing Cost and Workforce Efficiency](https://vti.com.vn/wp-content/uploads/2026/06/ebook-it-outsourcing.png)
In the era of AI-driven manufacturing, achieving consistent product quality at high speed while minimizing waste has become one of the biggest challenges for manufacturers across APAC. Traditional manual inspection, despite being widely used, can no longer cope with increasing product complexity, tighter quality standards, and the pressure to deliver near-zero defect rates.
Vision AI — powered by advanced computer vision and deep learning — is rapidly transforming quality control by enabling automated quality inspection and AI defect detection at production speed. Leading manufacturers adopting AI-powered quality control are seeing significant gains in yield improvement, scrap reduction, rework reduction, and overall equipment effectiveness (OEE). More importantly, AI visual inspection serves as a critical foundation for building a true AI-driven factory, where visual data feeds into closed-loop systems for continuous process optimization.
In this in-depth guide, we explore how Vision AI is shifting manufacturing from manual, error-prone inspection to intelligent, automated quality control — and provide practical insights on successful implementation at production scale.
What Is Vision AI in Manufacturing?
To understand the impact of Vision AI, we must first distinguish it from the broader field of computer vision in manufacturing. While computer vision covers any technique that allows computers to “see”, AI Vision specifically refers to the integration of Deep Learning (DL) and Neural Networks to interpret complex visual data.
Definition of Vision AI in an Industrial Context
AI Vision is an advanced analytical framework that uses high-speed cameras, computational power, and sophisticated algorithms to automate visual tasks. Unlike traditional systems that follow rigid logic, Vision AI mimics human cognition—learning from patterns, textures, and anomalies to make “judgment calls” on the production line.
Vision AI vs. Computer Vision
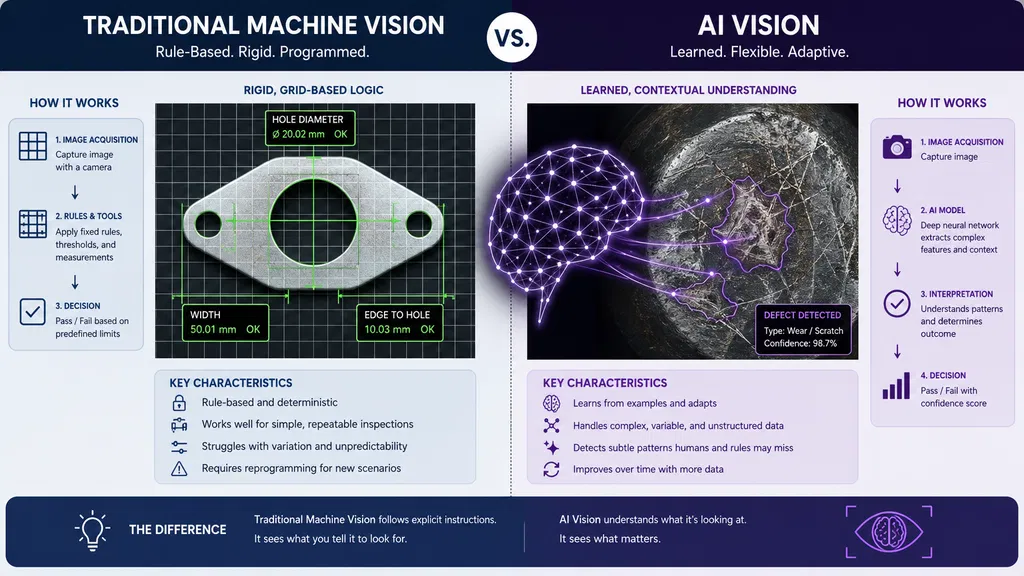
While often used interchangeably, the key distinction lies in decision-making logic. Traditional machine vision relies on hard-coded parameters—such as fixed geometric measurements or specific color frequency thresholds. In contrast, AI Vision utilizes deep learning to recognize complex patterns, such as surface abrasions or material inconsistencies, regardless of variable lighting or part orientation. It effectively masters the stochastic variables—those unpredictable defects where rigid, rules-based systems typically trigger false rejects or missed detections.”
While machine vision for manufacturing systems depend on fixed thresholds, AI defect detection powered by anomaly detection can generalize across variations, significantly reducing false positives and false rejects. This shift is critical in modern quality inspection environments where variability is unavoidable.
How Vision AI is Used in Manufacturing Operations
In the context of an AI-driven factory, AI Vision acts as a 24/7 auditor. It is utilized for:
- Automated visual inspection of finished goods.
- Real-time monitoring of raw material consistency.
- Verification of complex sub-assemblies.
- Safety monitoring of human-robot collaboration.
At its core, AI visual inspection increasingly relies on anomaly detection techniques, where systems learn the “normal” state of a product and flag deviations automatically. This approach is especially effective in manufacturing defect detection scenarios where defects are rare, diverse, or difficult to define explicitly. When combined with edge AI, these models can run directly on the factory floor, enabling high-speed automated quality inspection without dependence on centralized infrastructure.
Why Vision AI Is Becoming More Relevant in Production Environments
In manufacturing operations, AI vision supports inline inspection (real-time checking during production) and end-of-line inspection (final verification before packaging). It powers applications from surface defect detection to robotic guidance. Its relevance has surged due to increasing product complexity, tighter quality standards, customer expectations for zero-defect delivery, and the push toward Quality 4.0 and industrial AI.
Edge AI deployment further enhances relevance by processing images locally with low latency, ensuring data privacy, and enabling reliable operation even with intermittent connectivity — critical for on-premises deployment in secure manufacturing environments.
Vision AI Use Cases in Manufacturing
While automated quality control is the primary driver of AI vision adoption, the technology’s applications in manufacturing extend well beyond defect detection.
Automated Quality Control
This is the most direct application: real-time, inline inspection of products at production speed, detecting defects such as cracks, surface contamination, dimensional deviations, incorrect labeling, and cosmetic issues. AI vision systems can process 100% of production without fatigue, providing a consistent quality gate that manual inspection cannot replicate.
For example:
- Surface and internal defect detection extend inspection to defects that are difficult or impossible to detect visually without specialized imaging. Hyperspectral cameras, X-ray, and structured light systems — when paired with AI analysis — can identify subsurface porosity, inclusion defects, coating thickness irregularities, and weld quality issues that are invisible to conventional cameras.
- Assembly Verification uses AI vision to confirm that all components are present, correctly oriented, and properly assembled before the product proceeds to the next stage. Missing screws, inverted connectors, misaligned gaskets — these are defects where the cost of escape is high but the visual evidence is unambiguous to a properly trained model.
- Logistics and Inventory Management: Using AI vision for automated barcode scanning, part identification and sorting, and inventory counting — reducing manual handling and improving supply chain traceability within the facility.
Robotic Guidance and Automation
This term leverages AI vision to give robotic systems the spatial awareness needed for dynamic pick-and-place, precise component positioning, and adaptive handling of parts that arrive in variable orientations. Unlike traditional fixed-frame robotics, AI-guided robots can handle real-world variability without requiring perfectly controlled feeding.
Predictive Maintenance
Applying AI vision to equipment monitoring: analyzing camera feeds of machine surfaces, tooling, and mechanical components for early signs of wear, damage, or abnormal behavior. Detecting a deteriorating tool before it produces scrap, or identifying a bearing that is beginning to show surface damage, converts reactive maintenance into planned intervention.
Safety and PPE Compliance
It deploys computer vision across the production floor to monitor whether workers are wearing required protective equipment and to detect unsafe behavior or unauthorized entry into hazardous zones — enabling real-time alerts rather than after-incident reporting.
Across all these applications, it is worth emphasizing the central role of AI vision in quality control. The inspection function is where AI vision generates the most structured, highest-frequency data about product and process condition — making it the natural foundation for a broader data strategy in the AI-driven factory.
Benefits of AI Vision for Quality Inspection
The advantages of AI-powered quality control extend well beyond accuracy:
- Improving defect detection accuracy and consistency: AI maintains performance 24/7 without fatigue, delivering repeatable results across shifts and plants.
- Reducing false rejects and missed defects: Well-trained models significantly lower both over-rejection (which hurts yield) and under-detection (which risks escapes).
- Lowering scrap, rework, and warranty costs: Early, accurate detection prevents defective parts from moving downstream.
- Reducing dependence on manual inspection: Frees skilled workers for higher-value tasks while addressing labor shortages.
- Supporting faster response to quality issues: Real-time alerts enable immediate line stops or corrections.
Additional gains include enhanced traceability through image logging and better support for root cause analysis using visual evidence.
How Vision AI Improves Quality Control in Manufacturing
AI Vision transforms quality control from a sampling-based, after-the-fact process into continuous, data-driven oversight.
- Real-time inspection and faster defect identification: Defects are caught inline, often within milliseconds, allowing immediate corrective action before entire batches are affected.
- Better traceability with image-based quality data: Every inspected part can have associated images or metadata stored, creating a complete visual history.
- Faster root-cause analysis and corrective action: When defects occur, teams can review classified images linked to process parameters (machine settings, material batch, operator, time) to pinpoint causes quickly.
- Using inspection data to improve process control: Aggregated vision data reveals patterns — for example, a specific mold producing more flash defects — enabling upstream process adjustments.
This creates a virtuous cycle of continuous improvement.
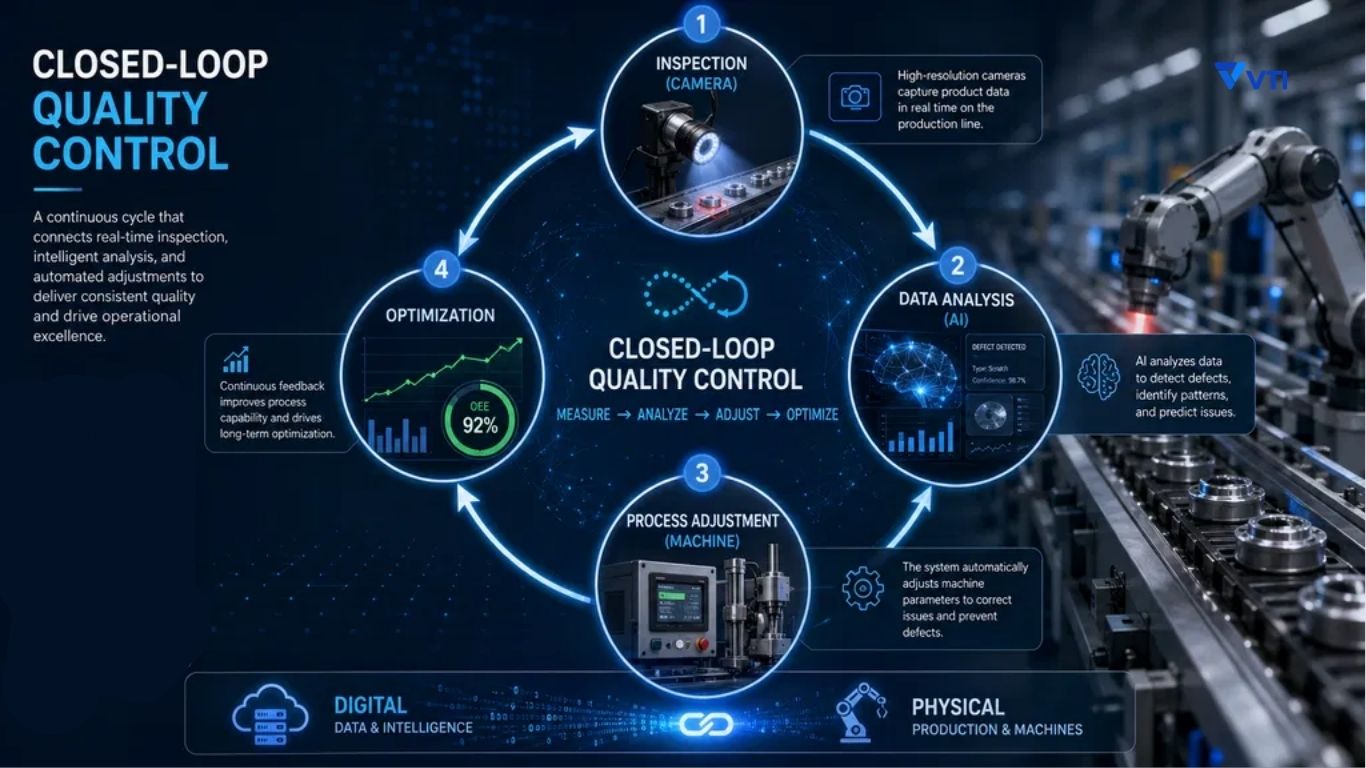
Vision AI in a Data-Driven Factory: From Inspection to Closed-Loop Quality Control
In a true AI-driven factory, inspection data must not remain isolated. Vision AI becomes foundational when its outputs feed into Manufacturing Execution Systems (MES), Quality Management Systems (QMS), and other factory platforms.
From Image to Data: AI converts raw pixels into structured insights — defect type, location, severity score, confidence level, and linked process variables.
From Data to Decision: Integration allows automated alerts, automatic line adjustments, or AI recommendations for process tweaks.
Enabling Closed-Loop Quality Control: Defects detected by vision systems trigger automatic feedback loops — adjusting parameters in real time or flagging issues for predictive maintenance. This moves manufacturing from detection → correction to prevention → optimization.
Ultimately, AI Vision provides the visual intelligence layer that makes Quality 4.0 and full AI-driven manufacturing possible. The progression is clear: Inspection → Structured Data → System Integration → Intelligent Decision → Closed-Loop Optimization → Autonomous AI Factory.
Edge AI and on-premises deployment are critical here, ensuring low-latency decisions and data sovereignty.
How to Implement Vision AI in a Manufacturing Environment

Successful Vision AI implementation follows a pattern that failed projects typically violated.
Start with the right inspection process
Not every inspection challenge is equally suited to Vision AI as a first deployment. The best starting point is a process that is genuinely painful to inspect manually, generates enough defect volume to provide training data, has a clear and agreed definition of what constitutes a defect, and is stable enough in its process conditions to support consistent image capture. A high-complexity cosmetic inspection on a stable, high-volume product line is typically a better starting point than a low-volume, multi-variant assembly check.
Define defect categories and acceptance criteria clearly before model development
The most common cause of failed Vision AI projects is ambiguous quality standards. “Surface defects” is not a useful specification. A detailed taxonomy of defect types, each with illustrative examples, severity levels, and disposition rules, is essential groundwork. This specification work often takes longer than manufacturers expect, because it forces a cross-functional conversation about quality standards that has frequently been left implicit.
Prepare image data carefully
AI models learn from their training data. Insufficient defect examples, inconsistent labeling between annotators, or image data captured under lighting or camera conditions that differ from production conditions all degrade model performance. High-quality data collection and annotation is the single highest-leverage activity in Vision AI model development.
Choose deployment architecture based on operational requirements
Edge AI deployment — inference running on hardware embedded at the inspection station — is appropriate where cycle time is critical, where network connectivity is unreliable, or where data sovereignty requirements prevent cloud transmission. On-premises server deployment suits facilities with stable network infrastructure and a preference for centralized management. Cloud deployment is rarely appropriate as the primary inference architecture for production-speed inspection, though it is commonly used for model training, data storage, and analytics.
Plan integration from day one
Vision AI that is not integrated with production systems is a missed opportunity. The integration plan — what data flows where, how non-conformances are created, how inspection data connects to the production record — should be defined before model development begins, not after deployment.
Common Challenges in Vision AI Implementation
AI vision implementations fail more often from operational and organizational causes than from technical ones. Understanding the failure modes in advance is the most reliable form of risk management.
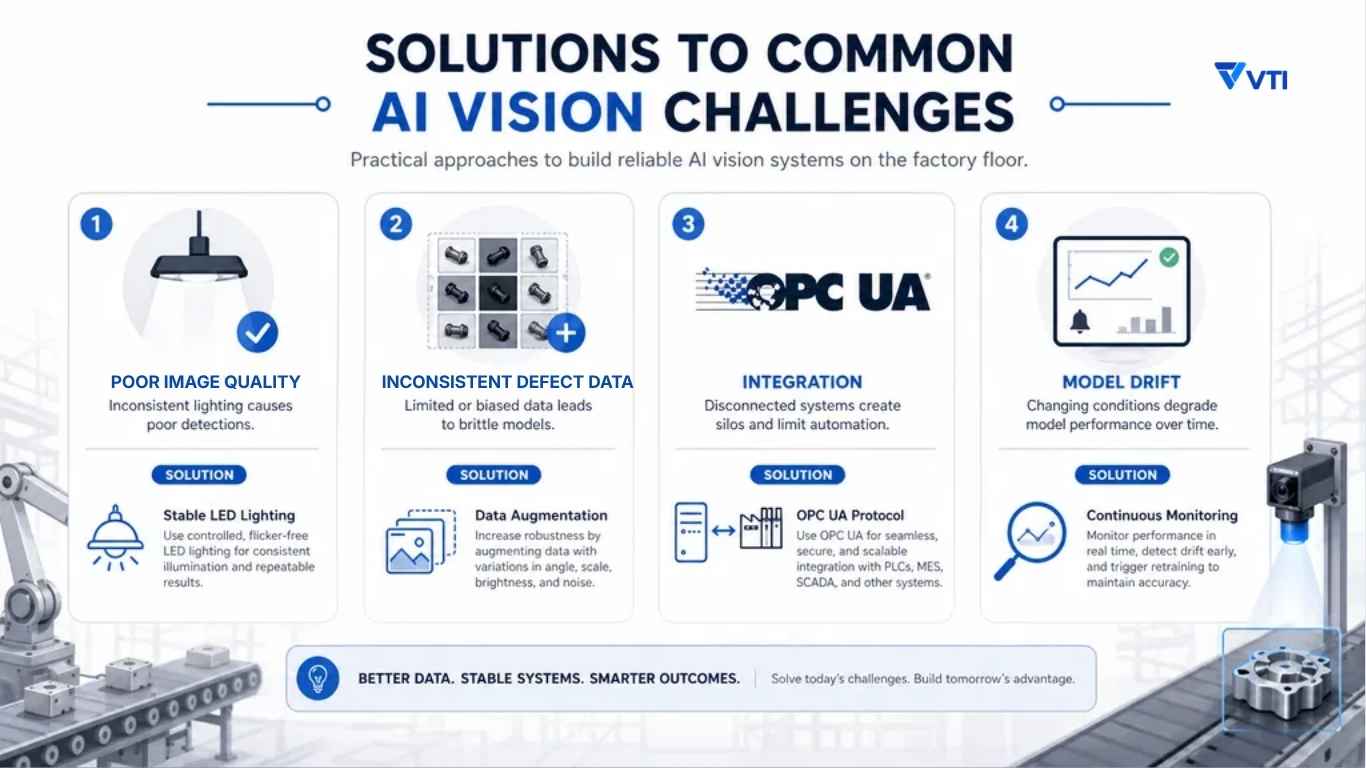
- Poor image quality and unstable lighting are the most common technical root causes of underperforming models. Industrial environments are challenging: vibration, ambient light variation, product handling inconsistency, and lens contamination all degrade image quality. The solution is to invest in optical design — lighting, lens selection, camera positioning — before model development, not as an afterthought. A model trained on poor images will produce poor results regardless of its sophistication.
- Limited or inconsistent defect data is the most common data challenge. In a well-running production line, genuine defects are rare by definition — which means collecting representative defect images takes time. Inconsistent labeling, where different annotators apply different standards to borderline cases, degrades model generalization. Addressing this requires both patience in data collection and rigor in annotation quality management, including inter-annotator agreement checks.
- Unclear pass/fail criteria is an organizational problem that masquerades as a technical one. When quality engineers, production supervisors, and customer quality teams disagree about whether a borderline defect is acceptable, no AI model can resolve the disagreement — it will simply make it visible at higher frequency. Resolving acceptance criteria before deployment is essential.
- Integration complexity is consistently underestimated. Connecting an Vision AI system to a legacy MES, a PLC, or a QMS that was not designed for external data inputs requires engineering effort, testing time, and often custom development. Vendors who promise seamless integration should be asked to demonstrate it in the specific production environment.
- Model drift is a challenge that emerges over time. As product variants change, materials shift, or process conditions evolve, a model trained on historical data may gradually degrade in performance. Monitoring model performance against ground-truth verification, retraining on new data as product variants are introduced, and maintaining a formal model management process are necessary disciplines in any long-term AI vision deployment.
- Labeling cost becomes significant at scale. As the number of product types and defect categories grows, annotation costs grow proportionally. Strategies to manage this include active learning — prioritizing labeling of the images that will most improve model performance — semi-supervised methods, and developing internal annotation capability rather than depending entirely on external labeling services.
ROI of Vision AI in Manufacturing
Measuring ROI goes beyond simple labor savings.
Key improvements include:
- Higher defect detection rates (often 30–50% better than manual or traditional systems)
- Significant scrap reduction, rework reduction, and lower warranty risk -> check benchmark số liệu
- Labor productivity gains (inspectors redirected to value-added work)
- Increased throughput from fewer false stops -> check số liệu
- Better yield and overall equipment effectiveness (OEE) -> check số liệu
Real-world examples show multi-million-dollar savings through avoided recalls and quality escapes. KPIs to track: defect escape rate, false reject rate, scrap/rework cost per unit, inspection time saved, and model accuracy over time.
Most manufacturers see positive ROI within 6–18 months, with compounding benefits as the system scales and feeds closed-loop improvements.
What Manufacturers Should Evaluate Before Investing in AI Vision
Before committing budget, assess:
- Technical readiness: Camera placement feasibility, lighting control, network infrastructure, and computing resources (especially for edge AI).
- Process stability: Highly unstable processes may need stabilization first before vision can deliver reliable results.
- Internal ownership and maintenance capability: Who will own model retraining, performance monitoring, and integration? Build or buy decisions matter here.
- Scalability across lines, products, and plants: Look for solutions designed for multi-site rollout with centralized management.
- Vendor selection and long-term support: Evaluate experience in manufacturing defect detection, integration capabilities, data security, and ongoing support model.
A thorough proof-of-concept (PoC) on your actual products under real conditions is non-negotiable.
Conclusion: The Path to AI-Driven Quality Excellence
AI Vision in manufacturing represents more than automation — it is a strategic enabler for the AI-driven factory. By moving from manual inspection to intelligent, data-generating automated quality control, manufacturers achieve not only higher quality and lower costs but also the foundational intelligence needed for predictive operations and continuous optimization.
Manufacturers ready to embrace Vision AI for quality inspection and AI-powered quality control are not just reducing defects today; they are building the resilient, intelligent production systems of tomorrow.
FAQs About Vision AI in Manufacturing
What is Vision AI used for in manufacturing?
Primarily automated quality inspection, AI defect detection, robotic guidance, assembly verification, and safety monitoring.
Can Vision AI replace manual inspection completely?
In many applications, yes — especially for repetitive visual tasks. However, a hybrid human-AI approach often remains optimal for complex judgment calls, continuous improvement, and handling rare edge cases.
What is the difference between AI vision and machine vision?
Traditional machine vision is rules-based and excels at precise, repeatable measurements in controlled settings. Vision AI uses deep learning for greater flexibility, adaptability to variation, and detection of complex or novel defects.
How much data is needed for Vision AI?
It depends on the application. Modern techniques (transfer learning, anomaly detection, synthetic data) can reduce requirements significantly. Hundreds to thousands of images per class are typical starting points, with quality and diversity mattering more than sheer volume.
Can Vision AI run on-premise?
Yes. Edge AI and on-premises deployment are common and often preferred for latency, security, and reliability in industrial environments.
Which industries benefit most from AI vision?
Electronics, automotive, semiconductor, medical devices, pharmaceuticals, food & beverage, aerospace, and any sector with high precision or cosmetic quality requirements.