![[FREE EBOOK] Strategic Vietnam IT Outsourcing: Optimizing Cost and Workforce Efficiency](https://vti.com.vn/wp-content/uploads/2026/06/ebook-it-outsourcing.png)
For plant managers running manufacturing operations, production planning is the difference between a factory that runs smoothly and one that constantly fights fires. When customer orders fluctuate, suppliers miss deliveries, and production lines face bottlenecks, the quality of your production planning determines whether you meet your targets or fall behind.
Production planning in manufacturing is the strategic process of aligning customer demand with your factory’s capacity, materials, and labor to produce the right quantity at the right time with minimal disruption. It serves as the bridge between sales forecasts and what actually happens on your shop floor.
What Is Production Planning in Manufacturing?
Production Planning Definition for Factory Operations
At its core, production planning answers three fundamental questions:
- What will we produce?
- How many?
- And when?
But for a plant manager, it’s much more than that. In operational terms, it synchronizes machines, operators, materials, and tooling so production can move through the factory without unnecessary waiting.
Effective production planning ensures that when your production team arrives for the morning shift, materials are waiting, machines are set up correctly, and work orders are clearly prioritized. It transforms customer demand into executable instructions that keep your lines running.
In many FDI manufacturing plants across APAC, this planning cycle is supported by structured daily production meetings where planners, supervisors, and maintenance leaders review the previous day’s output.
Production Planning vs. Production Scheduling
A common mistake in factory management is using “Planning” and “Scheduling” interchangeably. To a Factory Director, distinguishing these is vital for resource allocation.
| Dimension | Production Planning | Production Scheduling |
| Time horizon | Weeks to months | Hours to days |
| Focus | What to produce and when | How jobs are sequenced on machines |
| Output | Production plan / capacity plan | Work orders / dispatch lists |
| Owned by | Planning manager / supply chain | Production supervisor / planner |
| Key input | Customer demand, capacity data | Production plan, machine availability |
Production planning determines what products need to be produced and when, aligned with customer demand and available resources, while production scheduling defines how jobs are sequenced and executed across machines and production lines, translating the plan into actionable shop-floor instructions.
In highly automated factories, production scheduling is often supported by Advanced Planning and Scheduling (APS) systems that dynamically adjust job sequences based on machine availability, tooling constraints, and changeover requirements.
Eg: The Automotive Component Factory
Consider a Tier-1 automotive supplier operating in a major manufacturing hub in Southeast Asia. They manage 50 different SKU parts for multiple global OEM customers across the automotive supply chain.
- The Plan: Determines that for the month of May, they need 10,000 units of Part A and 5,000 units of Part B based on demand signals.
- The Schedule: Realizes that Machine #4 is down for maintenance on Tuesday, so it re-sequences Part B production to Machine #5 to avoid a bottleneck, ensuring the delivery truck leaves on time Wednesday morning.
How Production Planning Impacts Daily Factory Operations

Keeping Production Lines Running Without Disruptions
Every plant manager knows the pain of a line stoppage because materials didn’t arrive. Production planning directly prevents this by coordinating material availability with production start dates.
Accurate planning ensures that raw materials, components, and subassemblies arrive at the work center exactly when required, preventing both material shortages and excessive buffer inventory.
When planners execute MRP runs correctly and monitor shortage reports, they ensure purchasing teams expedite materials before the line goes dark.
Balancing Capacity Across Production Lines
Line imbalance creates hidden costs bottleneck stations constrain throughput while downstream operators wait idle.
Production planning identifies these constraints through capacity loading analysis, allowing you to level-load production across available resources and shift work to underutilized lines.
This capacity balancing is particularly critical in high-mix manufacturing environments where frequent product changeovers can quickly destabilize line efficiency if not properly planned.
Maintaining Stable Delivery Commitments
Your customers don’t care about your internal problems, they care about on-time delivery.
Production planning directly impacts OTIF (On-Time In-Full) performance by ensuring realistic commit dates that account for actual capacity and material availability.
Delivery reliability is measured daily against strict customer scorecards, making production planning a key factor in maintaining long-term supplier relationships.
Controlling Work-In-Progress Inventory
Excess WIP hides on your shop floor, consuming space and masking inefficiencies.
Good production planning pulls materials through the line at the right pace, preventing WIP buildup and reducing the capital tied up in inventory between processes.
When planning aligns with takt time and production flow principles, WIP levels become more predictable and easier to control.
Core Elements of an Effective Production Planning System
Demand Forecasting and Order Visibility
A reliable production planning system begins with demand clarity. Planners typically work with three layers of demand input:
- Confirmed customer orders with fixed delivery dates
- Historical demand patterns segmented by product family, customer, and season
- Forecast adjustments reflecting sales pipeline updates, promotional activity, or market intelligence
The integration of these inputs into a consolidated demand signal allows the planning team to build production plans that are both responsive to firm commitments and proactively structured for anticipated future demand, avoiding the reactive planning cycle that characterizes less mature operations.
Many manufacturing plants operate within global supply chains where demand signals originate from overseas headquarters or regional distribution centers. This makes accurate demand visibility and communication between sales and production planning teams essential.
Planners must maintain rolling production plans that look forward 4–6 weeks, updated weekly.
Capacity Planning for Machines and Workforce
Capacity planning translates demand into resource requirements. For a manufacturing plant, this means calculating the machine hours, labor shifts, and production line throughput needed to fulfill the production plan within the available planning horizon.
Where demand exceeds available capacity, planners must make conscious trade-off decisions: prioritizing high-margin products, shifting production between lines, authorizing overtime, or where lead times permit smoothing demand across periods to avoid capacity peaks.
Advanced factories increasingly incorporate constraint-based planning methods that prioritize bottleneck resources to maximize overall factory throughput.
Material Requirements Planning (MRP)
Material Requirements Planning (MRP) is the calculation engine that converts the production plan into a time-phased material procurement schedule. For each production order, MRP calculates what materials are needed, in what quantity, and by taking into account supplier lead times, existing inventory, and safety stock strategies designed to buffer against supply variability.
In an environment where a single production order may require components sourced from multiple countries across APAC and global supplier networks, MRP discipline is the difference between production continuity and costly line stoppages.
However, successful MRP implementation depends heavily on accurate master data including BOM structures, routing information, and supplier lead times.
Production Scheduling and Shop-Floor Execution
The final layer of the production planning and scheduling framework is operational execution. Production schedules translate planning decisions into executable work orders that guide supervisors and operators on the shop floor: which jobs run first, on which machines, in what sequence, and at what cycle time.
Effective scheduling accounts for setup and changeover time, machine-specific process requirements, and the sequencing logic needed to minimize waste between production runs – a critical consideration in high-mix manufacturing environments common across automotive, electronics, and food processing sectors.
This translation from planning to execution is where many factories experience gaps particularly when planning systems are disconnected from real-time shop-floor data.
The Production Planning Process in Modern Manufacturing

Aligning Customer Demand with Production Strategy
Not all factories respond to demand in the same way. The production planning process begins by aligning demand signals with the factory’s manufacturing strategy:
- Make-to-stock (MTS): Production runs against a forecast, maintaining finished goods inventory for fast delivery. Common in consumer goods and standard automotive components.
- Make-to-order (MTO): Production starts only when a confirmed order is received. Common in custom equipment and precision parts manufacturing.
- Assemble-to-order (ATO): Standard subassemblies are stocked, with final assembly triggered by customer order. Common in electronics and complex industrial products.
Each strategy requires a different production planning rhythm, inventory model, and capacity buffer logic.
Identifying Production Constraints
Before building the production schedule, planners must identify and account for factory constraints – the limiting factors that determine how much output is realistically achievable:
- Bottleneck machines with insufficient capacity relative to demand
- Limited workforce availability due to shift patterns, skills gaps, or local labor regulations
- Maintenance windows that remove key equipment from the production schedule for planned service
Ignoring constraints at the planning stage leads to schedules that cannot be executed, causing cascading delays and floor-level frustration that undermines planning credibility.
Building the Production Schedule
With constraints identified, planners move into the operational construction of the schedule. This involves:
- Job sequencing: Determining the optimal order in which production orders run on each machine
- Batch sizing: Balancing the trade-off between setup efficiency (larger batches) and inventory cost (smaller batches)
- Changeover planning: Minimizing time lost between production runs through intelligent sequence design, for example, sequencing paint colors from light to dark to reduce cleaning time
Monitoring Production Execution and Adjusting Plans
No production plan survives the first day of execution without some degree of adjustment. Machine breakdowns, material delays, quality holds, and workforce absences all create deviations from the planned schedule. Effective production planning and control requires a feedback loop between shop-floor execution and the planning system.
Common Production Planning Methods Used in Manufacturing
Different production environments apply different planning methodologies:
- Job production: Single or small-quantity production of unique items. High complexity, low volume. Common in tooling and custom machinery.
- Batch production: Groups of identical products produced together, then the line switches to another product. Common in food processing, pharmaceuticals, and component manufacturing.
- Flow production: Continuous production of a single product with a dedicated production line. Common in beverage, paper, and basic chemicals.
- Mass production: High-volume, standardized production at consistent cycle times. Common in automotive stamping, consumer electronics assembly, and packaging.
Each method demands a different production planning logic, sequencing approach, and inventory management philosophy.
Digital Systems Supporting Production Planning in Modern Manufacturing
In modern manufacturing environments, it increasingly relies on integrated digital platforms that connect enterprise-level planning with shop-floor execution.
ERP Systems as the Foundation of Production Planning
Enterprise Resource Planning (ERP) systems provide the integration backbone, connecting customer orders, inventory positions, procurement status, and production planning data into a unified information environment.
ERP systems provide the central planning backbone while Manufacturing Execution Systems (MES) ensure that plans are executed accurately on the factory floor.
Advanced Planning and Scheduling (APS)
Where standard ERP planning tools reach their limits, particularly in high-complexity, high-constraint environments Advanced Planning and Scheduling (APS) systems provide a more sophisticated decision layer.
APS tools offer:
- Constraint-based planning that respects machine capacity, tooling availability, and workforce limits simultaneously
- Production simulation to model the impact of different planning decisions before committing to a schedule
- Optimized machine utilization algorithms that improve throughput without requiring additional capital investment
Manufacturing Execution Systems (MES)
A Manufacturing Execution System (MES) bridges the gap between the production plan and the shop floor. MES platforms provide:
- Real-time shop-floor monitoring: tracking production progress against plan at the work center level
- Production tracking: capturing actual cycle times, quality outcomes, and material consumption
- Feedback to planning systems: sending actuals back to ERP so that plans can be adjusted dynamically
MES ecosystem supports multi-factory deployments, with centralized master data management and site-level execution visibility accessible from a single platform, enabling regional planning teams to coordinate production across sites without relying on fragmented spreadsheet consolidation.
Discover MESX - a manufacturing execution system built for real-time shopfloor visibility.
Optimize production performance, track operations instantly, and make faster decisions across your factory.

Moving from Spreadsheet Planning to Integrated Planning Platforms
Despite the availability of mature digital tools, a significant number of manufacturing plants in ASEAN continue to rely on Excel-based spreadsheet planning. This creates compounding operational risks:
- Delayed planning decisions because data consolidation is manual and time-consuming
- Lack of real-time visibility into capacity, inventory, and execution status
- Inconsistent data when multiple planners maintain separate files with no synchronization
The shift to integrated planning platforms (even at a basic ERP level) consistently delivers measurable improvements in planning cycle time, schedule stability, and cross-functional alignment between production, procurement, and sales.
Key Metrics Plant Managers Should Track
Effective production planning must ultimately translate into measurable operational performance. Plant managers typically track several key metrics to evaluate planning effectiveness.
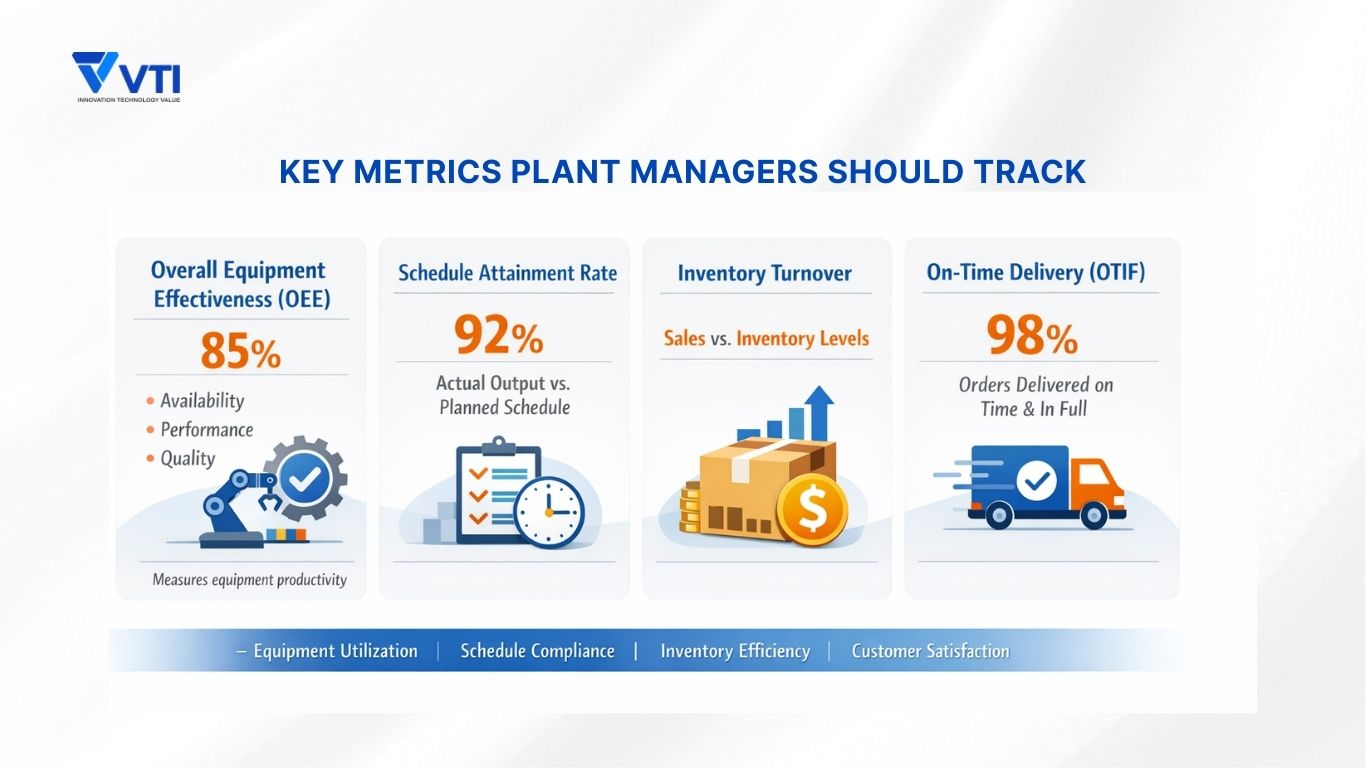
Overall Equipment Effectiveness (OEE)
OEE measures how well your equipment performs against its potential. It combines availability (uptime), performance (speed), and quality (first-pass yield). OEE directly reflects the quality of your production planning, poor scheduling and material shortages destroy OEE.
Schedule Attainment Rate
This measures actual production output against the planned schedule. Low attainment indicates problems with planning accuracy, execution issues, or both. Daily tracking of attainment per line/shift provides early warning of emerging problems .
Inventory Turnover
Inventory turnover measures how efficiently you’re using working capital. High turnover means you’re producing and selling goods quickly; low turnover suggests overproduction, inaccurate forecasting, or excessive safety stocks.
On-Time Delivery (OTIF)
OTIF measures the percentage of customer orders delivered on time and in full. This is the ultimate test of your production planning if your plan doesn’t support customer commitments, everything else is irrelevant.
Common Production Planning Challenges in Manufacturing Plants
Demand Volatility
Sudden shifts in customer demand order volume changes, product mix adjustments, or schedule pull-ins destabilize production plans built on static monthly forecasts.
Solution: Implement rolling production planning cycles typically weekly or bi-weekly that allow the plan to absorb demand changes without requiring a full replanning event. Rolling horizons provide stability for the near-term schedule while maintaining flexibility further out.
Supply Chain Disruptions
Supplier delivery failures, port congestion, and logistics delays continue to challenge manufacturing operations across ASEAN, particularly for plants dependent on imported components from Japan, Korea, or China.
Solution: Integrate flexible sourcing strategies and scenario planning capabilities into the production planning process. Having pre-qualified alternative suppliers and pre-modeled response scenarios enables faster recovery when disruptions occur.
Limited Visibility into Shop-Floor Operations
Planners cannot adjust what they cannot see. Without real-time production data, planning decisions are based on reports that are hours or days old too slow to prevent schedule deviations from becoming delivery problems.
Solution: Implement digital manufacturing systems (MES or connected shop-floor monitoring) that provide planners with live production status, enabling proactive re-sequencing rather than reactive firefighting.
Complex Multi-Site Production Networks
As manufacturers expand across ASEAN, coordinating production planning across multiple factories with shared suppliers and interdependent schedules becomes increasingly difficult.
Solution: Move toward centralized production planning with coordinated local execution using integrated ERP systems that provide a single planning view across all sites while allowing site-level scheduling flexibility.
Best Practices for Improving Production Planning
Integrating Production Planning with Sales and Supply Chain Planning
Production planning does not operate in isolation. Sales and Operations Planning (S&OP) is the process that aligns production capacity with commercial demand forecasts and supply chain capabilities on a regular cycle typically monthly.
For multinational manufacturing companies operating across APAC, S&OP alignment between local plants, regional sales teams, and global headquarters is a critical mechanism for translating top-down demand signals into bottom-up production plans that are both commercially responsive and operationally executable.
Using Real-Time Shop-Floor Data for Planning Decisions
The most accurate production plan is one that reflects the actual state of the factory at any given moment. Integrating MES feedback loops into the planning system so that actuals automatically update planning assumptions dramatically improves schedule adherence and reduces the gap between planned and actual output.
Adopting Rolling Production Planning Cycles
Static monthly production plans are a liability in volatile demand environments. A plan built on the first of the month may be operationally irrelevant by the second week. Rolling planning cycles where the planning horizon shifts forward continuously, keeps the plan synchronized with current demand reality while providing enough forward visibility to manage capacity and materials effectively.
Supporting Continuous Improvement in Factory Operations
Production planning is not a one-time configuration exercise. Linking production planning performance metrics to lean manufacturing and operational excellence programs creates a continuous improvement cycle: planning insights reveal operational waste, improvement actions reduce variability, and reduced variability makes future planning more reliable.
Innovation in Production Planning
AI-Based Predictive Planning
Artificial intelligence is beginning to transform production planning in advanced manufacturing environments.
- Predictive demand modeling using machine learning can identify patterns in customer ordering behavior that human planners cannot detect at scale.
- Automated scheduling algorithms can generate and evaluate thousands of scheduling options in seconds, optimizing across multiple constraints simultaneously.
Digital Twin Integration
Digital twins virtual replicas of your factory allow planners to simulate production scenarios before touching the physical line.
By modeling machine capacity, production flow, and material availability, planners can evaluate multiple scheduling options before committing to a final plan.
Edge Intelligence and Real-Time Visibility
With IoT sensors and edge computing, planners gain real-time visibility into machine performance, quality metrics, and material consumption.
This real-time data allows planners to react to disruptions faster and maintain stable production schedules even in dynamic environments.
Digital Manufacturing and Smart Factory Integration
The convergence of ERP, MES, and IoT sensor data into unified digital manufacturing platforms is enabling a new level of production planning precision.
Real-time machine data, predictive maintenance signals, and automated quality feedback loops can all be integrated into the planning process, creating a factory environment where plans are continuously adjusted based on live operational intelligence rather than periodic manual updates.
Data-Driven Decision Making for Factory Operations
Advanced analytics platforms layered on top of ERP and MES systems are enabling plant managers to move from intuition-based planning decisions to evidence-based ones. Dashboards that visualize capacity loading, material risk exposure, and delivery performance trends in real time allow factory leaders to make faster, more confident planning decisions and to communicate those decisions clearly to regional and global stakeholders.
FAQ
What is production planning in manufacturing?
It is the process of organizing and allocating resources (materials, labor, equipment) to manufacture products according to a forecast or customer order, ensuring efficiency and timely delivery.
What is the difference between production planning and production scheduling?
Planning defines the “what” and “how many” over a longer horizon. Scheduling defines the “when” and “where” on the shop floor in the immediate short term.
What software is commonly used for production planning?
Modern plants typically use ERP systems as a foundation, often integrated with specialized Advanced Planning and Scheduling (APS) tools and Manufacturing Execution Systems (MES) for real-time execution.
What are the main objectives of production planning?
The primary objectives are to ensure on-time delivery, optimize resource utilization, minimize WIP and finished goods inventory, and maintain production flow stability.
How can manufacturers improve production planning accuracy?
By moving from static spreadsheets to integrated digital platforms (ERP, APS, MES), adopting rolling planning cycles, and using real-time shop-floor data to continuously adjust and refine the plan.